One of the most accessible and in demand natural materials used by humanity is wood and its processed products. The versatility of wood allows it to be used in almost all sectors of industry and economy, while it is one of the few renewable resources on the planet. However, despite the possibility of artificial regeneration of forest plantations, rational wood processing helps to obtain a much greater effect in preserving forests, making an almost closed processing cycle, using almost all parts of the tree while making a significant profit.
Main sources of wood waste
Today, much attention is paid to the problem of finding new sources of raw materials, and it is not surprising that in the issue of wood processing, work is constantly being done in order to minimize the generation of waste during production. But even with this, the wood processing industry is still far from 100% use of wood raw materials. The entire technological chain of wood processing from felling timber to the release of finished commercial products has simply huge losses in the form of waste from sawing and bucking, as well as unprocessed parts of trees - what remains in the ground - stumps and rhizomes.
The main volume of waste from the first stage of wood processing is sawdust. Lumber production is often unable to process sawdust, especially for small enterprises with primitive technology. For them, these are additional expenses that simply do not pay off.
Large forestry and wood processing enterprises with modern technology often include production waste processing in the production cycle. Thus, processing of shavings, substandard and defective products at plywood mills and factories for the production of wood boards makes it possible to save on energy resources.
Almost all enterprises producing building materials, packaging and finished wood products today have a waste-free production cycle. Here, not only commercial timber and raw materials are used, but also what could simply be written off as firewood or even left to rot in the felling area. The processing of this category of wood is carried out by chippers that cope with slabs, branches and twigs, and substandard tree trunks.
Other types
Mechanical is the most common, but not the only woodworking method. To obtain intermediate materials, as well as finished products, use:
- pressing;
- bending;
- hydrothermal treatment;
- drying;
- steaming;
- gluing;
- impregnation.
Thanks to all these types of wood processing and finishing, it is possible to obtain products used in construction, the furniture industry, the manufacture of decorative elements, and other things. In general, the range of materials and products obtained from wood processing is very extensive.
Types of wood waste
The classification of industrial waste can be based on several criteria. One of these signs may be grouping according to the place of generation of wood waste:
- Logging areas - formed in logging areas;
- Industrial - formed as a result of deep processing of wood at industrial enterprises.
Logging waste is nothing more than branches, bark, residues from cutting and bucking, branches and tree tops, in general, everything that is impractical for collection, transportation and further processing.
These wood remains are simply left at the cutting site or burned, thus ridding the healthy forest of a breeding ground for diseases.
Industrial waste is generated at wood processing enterprises. Depending on the type of product, waste can include slabs, wood chips, bark, twigs, substandard veneer, sawdust, pieces of fiberboard and particle boards. This category of wood can be classified according to its degree of hardness:
- Natural wood – croaker.
- Soft waste - shavings, sawdust.
In industrial waste of construction materials and wood boards, these can be:
- bark;
- shavings of different fractions;
- pure wood sawdust containing chemical binders;
- dust generated after grinding;
- lump waste after trimming.
During the chemical processing of wood, liquid waste can be formed - lignin, or in the form of fibers - viscose.
Waste is classified according to the degree of suitability for further use and processing - primary waste, semi-finished waste, waste that is not subject to further use. However, the latter classification is more than arbitrary today. Thus, foliage and needles today do not represent much value for industry and, in fact, they are not disposed of or processed. But with the advent of new technologies, they will certainly find their application, for example, in the production of paper or packaging materials.
Law on mandatory recycling of wood waste
A big step forward would be a legislative regulation of the issue of waste management. But, alas, today the finalization, consideration and adoption of such a legislative act has been postponed until a later time. In the meantime, until 2022, another regulatory framework is being developed, which will partially regulate the disposal of wood waste. In particular, a number of acts related to the classification of wood that can be further processed are undergoing examination; an expert assessment and verification of the technology for processing and recycling of wood materials is carried out.
Wood processing methods
But, despite the absence of a separate federal law on the disposal of wood processing waste, science is actively searching for new and modernizing old technologies for processing wood materials. Today, wood processing methods represent three main areas:
- production of lumber;
- production of semi-finished products for further production of final products;
- processing of waste from wood processing;
- advanced wood processing;
The most interesting and promising direction in the development of wood processing technology is complex wood processing, which involves obtaining a product using 95-97% of raw materials. To do this, in contrast to primitive mechanical methods, more technologically advanced methods are used to obtain finished products or semi-finished products for further production:
- biological methods;
- chemical methods;
All these methods are more expensive than conventional crushing or peeling of wood, but the resulting product is also more valuable - from office paper and viscose fibers to turpentine and valuable wood oils and resins.
Biological methods
The simplest method of processing wood waste is the biological method. The final product of such processing is compost, a valuable fertilizer rich in humus. During the processing process, shavings, sawdust and wood chips decompose under the influence of bacteria, forming a valuable product for increasing soil fertility. In the traditional form, special bunkers or open areas are used; in the latest technological solutions, the entire procedure is controlled by a computer, conducting the process in such a way as to obtain humus at the right time with predetermined parameters of humidity and oxygen saturation.
Mechanical methods
Mechanical processing of wood allows us to obtain the necessary raw materials for the production of wood panels, building materials, semi-finished products for the production of cellulose, wood alcohol and ordinary lumber. Mechanical processing is used in the form of cutting, crushing, and obtaining veneer. The cut is used to make lumber. As a result of this process, edged and unedged boards, timber, slats are obtained; slabs and sawdust are considered waste. Crushing wood makes it possible to obtain raw materials for the manufacture of slabs and sheets, and filler for building materials. As a result of crushing, chips of different fractions are obtained - from the smallest for fiberboard to large, used for the production of wood-oriented boards.
Chemical methods
Chemical processing of wood allows, with the help of chemically active substances, to obtain new valuable compounds, the use of which is necessary in the production technology of paper, alcohol, rosin, solvents, resins and varnishes. Chemical methods use different technologies - from obtaining a homogeneous cellulose mass to gaseous compounds such as carbon dioxide.
Wood pyrolysis
High-temperature heating without access to air allows wood to be broken down into simple substances, resulting in the formation of charcoal - a valuable fuel and a necessary raw material for metallurgy, liquid substances such as phenols and formaldehydes, and gaseous combustible substances such as methane. Despite the fact that this process requires special equipment, this technology can be used in production for a variety of purposes. For example, cars that have a gas generator unit that runs on wood are still used.
Hydrolysis method
The main product of wood hydrolysis is wood ethanol. This method produces 200 liters of pure ethanol from 1 ton of wood. Hydrolysis treatment has a number of intermediate stages, resulting in a cellulose mass from which ethanol is distilled.
Gasification of wood
To obtain gaseous fuel, the wood gasification method is used. This method is based on the process of decomposition of wood molecules and the transformation of simple substances into gas with a small, dosed supply of air during high-temperature heating. After obtaining a saturated gas, the process of removing liquid from it and purifying it from carbon dioxide occurs. The result is a high-calorie gas suitable for use in industrial power plants. The gasification device is capable of processing not only solid wood, but also sawdust, wood chips and other types of wood waste.
Types of artistic wood processing
Technology lesson in 9th grade.
Developed by a technology teacher at Arykbalyk secondary school
Aiyrtau district of the North Kazakhstan region of the Republic
Kazakhstan
Nikhaenko Vadim Nikolaevich.
Topic: Types of artistic wood processing.
The purpose of the lesson :
generalize students' knowledge, improve students' skills in types of artistic wood processing: carving, engraving, inlay, mosaic, burning, artistic sawing. Find out students’ knowledge of types of artistic wood processing.
Educational objectives
: to deepen students’ knowledge of the types of artistic wood processing, the tree species whose wood is most suitable for certain types of artistic wood processing. Improve students' skills in using the tools used for this work.
Developmental tasks:
develop the creative abilities of students when performing types of artistic wood processing. Find out how students have mastered the types of artistic wood processing.
Educational tasks
: to cultivate artistic taste, accuracy, and thrift in students.
Lesson equipment:
wood blanks, products, drills, jamb knives, cutters, jigsaws, chisels, hacksaws, rasps, chisels, plywood, mallets, electric burners, plywood, carbon paper, pencils.
During the classes:
I. Class organization.
You studied artistic woodworking in grades 6-8. Today we will summarize the material on types of artistic wood processing. Topic of today's lesson: Types of artistic wood processing.
III . Summarizing the material
(teacher's introductory speech):
Wood is a beautiful, affordable, versatile, excellent ornamental material in nature, possessing sufficient hardness and durability and relatively easy workability with the simplest tools. The wood is strong, elastic, easy to glue, and lends itself well to finishing. This is a material loved and widely used by man for many centuries. The abundance of forests made it possible to always have it at hand, and the amazing natural qualities of wood - beautiful natural texture, thermal insulation, water resistance and other valuable properties contributed to the creation of wood products of various purposes, shapes, colors and textures,
attracted inventive craftsmen, in whose skillful hands wood was transformed into elegant products. Wood is the material that protects, warms, pleases a person, and gives him aesthetic pleasure. There is no alternative to wood as an ornamental material. The quality of wood as a material is most clearly manifested in the process of its processing and decorative finishing, in finished wood products
Wood finishing methods include: carving and engraving, inlay, mosaic, burning and artistic sawing.
You were given a task to work on a house in groups, each group characterizes a certain type of artistic wood processing.
Now we will listen to students from each group.
I. _ group
characterizes the types of carvings, students show illustrations of products with different types of carvings, demonstrate a finished product decorated with carvings, introduce students to safety precautions when performing carvings, with tools, with carving technology (safety cards are on the students’ tables).
Wood carving.
Back in the 17th century. houses and other wooden buildings were richly decorated with carvings.
The folk craft of Abramtsevo-Kudrinsk flat-relief carving is popular (project 3).
The Semyonovskaya matryoshka doll (project 4) is known throughout the world, which has repeatedly
won gold medals at exhibitions in Paris and became a symbol of Russia.
The pediments, porches of the huts and platbands were decorated with carvings (Project 5).
In the 18th century Kazakh craftsmen decorated weapons with carvings: clubs (soil), bows and arrows, maces (shaktar). (Project 6).
Craftsmen who make yurts are highly valued by the Kazakh people; they used carvings when making wooden parts of the yurt. (Ex. 7.)
Carving was a mandatory decoration for wooden utensils: bowls for kumiss, ladle, bowls, dishes, wooden boxes for storing food - kebezhe. (Project 8.)
Wood carving.
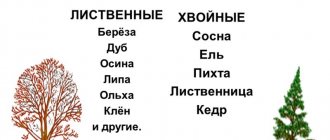
The wood best suited for carving is linden, maple, alder, walnut, beech, pear, birch, oak. Preference is given to linden, its wood is equally well cut along and across the grain. In our area, the traditional material for carving is birch.
The following main types of carving are distinguished: flat, blind, flat-notched (Fig. 54, textbook), openwork, relief and sculptural. With a flat (blind) thread, small depressions are formed on the surface of the product, making up a geometric pattern of various triangles, squares, polyhedra, lines. This is the so-called geometric carving (Fig. 55, textbook). (Project 9.)
Openwork (through) carving (Fig. 56, textbook) is a type of flat carving, but it is not made blind: the background is cut out right through. (Ex. 10.)
Openwork carving is done using narrow hacksaws, jigsaws, and drills.
(Demonstration of tools).
A chisel is an auxiliary tool for stripping and chopping excess wood.
More complex types of execution are relief and sculptural carvings. Relief is divided into bas-relief and high relief. These methods most often depict figures of animals and birds. Sculptural carvings, which differ from relief carvings by an even greater convexity, are used to carve the heads of deer, lions, horses, and birds. In this case, the figures are almost completely separated from the background and become sculpture (pr 11). For these types of carvings, semicircular and round chisels, curved rasps, ordinary chisels with a straight or beveled blade, chisels, and knives are used. (demonstration of tools).
For different types of threads, different cutting methods and corresponding tools are used. But it all comes down to removing excess wood from the surface of the workpiece and forming a pattern and background by cutting it.
Triangular-notched threads are made with a chisel or knife in the following sequence:
1. Impaling
: at the point of intersection of the rays of the triangle, the sharp tip of the knife is deepened into the wood by 2-4 mm. In this case, a light, barely noticeable surface cut, a tenth of a millimeter deep, remains at the top of the figure. The pricking is repeated three times for each figure, always starting from the center (demonstration of pricking).
2.Pruning
. The purpose of trimming is to cut and remove triangular pieces of wood from the shape. By turning the workpiece and tilting the tool in one direction or another, directing the blade from the upper edges of the triangle to the center, gradually increasing the pressure, cut off the triangles, forming a recess of the same shape (demonstration of cutting).
It is not difficult to perform openwork slotted carving. The material can be thin planks, and the tools you will need are a brace or drill, a fine-toothed hacksaw, a jigsaw and a chisel. (show tools). They start by marking and drawing a design on a wooden surface.
Then round holes are drilled, cuts are made, and excess wood is cut out with a chisel.
There are carving safety cards on your tables,
When working, you must follow safety precautions.
Safety precautions when making carvings:
1. the knife or chisel is held tightly in the fist;
2. with the palm of the left hand, the workpiece is pressed tightly against the table, and the right hand rests on the table or on the board being processed;
3. The cutter is alternately tilted in one direction or the other, and the workpiece is turned depending on the direction of the wood fibers;
4. With a triangular-notched thread, cutting is always carried out either along the wood fibers, or at an angle, but not towards them.
II . group
characterizes engraving, inlay, marquetry, intarsia.
Students show these types of artistic processing, the finished product, decorated with engraving. They talk about the tools, introduce them to safety precautions when performing engraving.
(there are safety cards on the students’ desks).
Engraving
consists in the fact that a very thin top layer of wood or applied coating is removed with a cutter and thus a relief pattern is formed. (demonstration of the product). (Exp. 12)
Engraving technique
:
1.The drawing is first applied to a sheet of paper, the paper is glued to the surface of the product;
2. The outline of the design is pricked with a thin needle, and a layer of varnish is scraped off along the pricked contour with a cutter, but only the topmost one, so as not to expose the light wood.
Safety precautions:
1. The instrument is held with the index and thumb, the hand rests on the middle finger. 2. Scraping is done with movements away from you.
Inlay-
decorating products and buildings with patterns and images made of metal, wood, marble, ceramics, mother-of-pearl. (Project 13.) Cut plates of these materials in different configurations are cut into a wooden surface according to a pattern previously applied to it and can form ornaments and even entire pictures ( Fig. 59, textbook).
Marquetry
- a type of mosaic made of shaped plywood plates (different in light and texture), which are glued to a base (wooden furniture, panels). (example 14). The entire surface of the product is covered with a typesetting design, and the blanks are sawed out with a jigsaw or cut out with a knife simultaneously with the background. All that remains is to insert the resulting pieces into one another and stick them on the base. In this way it is convenient to make images of flowers and entire bouquets, landscapes, and any drawings from decorative plywood of different types of wood (Fig. 60, textbook).
A variety of inlays are intarsia, pressing, embossing, and modeling.
Intarsia
- figured images or patterns from wood plates, different in texture and color, embedded in the surface of wooden products (Fig. 61, textbook). (Exp. 15.)
Pressing and embossing are machine finishing methods and are closer to carving and wood engraving. These methods are used to finish the backs and seats of so-called Viennese bent furniture, chairs, armchairs, and children's furniture. (Fig. 62, Fig. 63, textbook, pr 16).
III . group
talks about artistic burning, the design of a burner, burning technology, demonstrates products decorated with burning, and focuses on safety precautions when performing burning (safety cards are on the students’ tables).
Wood burning, called pyrography,
widely used for decorative and applied decoration of furniture, children's toys, boxes, picture frames, souvenirs (Fig. 64, page 93, textbook). (Project 18.) Burning is based on the natural property of any wood to change color under the influence of high temperature - from light yellow to brown and almost black. Over time, the color does not change, but remains for a very long time, for centuries. By lightly touching the wood with a hot needle or wire, the drawing made in pencil is burned out. Non-resinous wood of any type of wood is suitable for burning, but a more saturated pattern is obtained on light-colored surfaces.
With the invention of the electric burner, pyrography has become one of the simplest and most accessible methods of artistic wood processing. In all cases, when burning, you need to go from larger elements of the design to smaller ones. When performing a complex contour pattern, the pin should be moved along the surface of the wood, lightly touching it. The speed of movement largely depends on the strength of the pin and
wood hardness. It is better to burn outline drawings using a stamp. The stamp is applied to the wood on any part of the contour. Having received a burnt line, you need to lift the stamp and, moving it, burn the next line; the lines should merge into a single line.
The burnt pattern can be painted. For coloring, watercolor, gouache, oil paints, ink, and aniline paints are used. A pyrographic work made on a separate board and placed on the wall hardly looks like an independent work of art. Pyrography is used as a decorative element in wood products. (demonstration of products) First you need to make a product, and then burn a design on it. The drawing should be concise and restrained. When decorating a product, you should not overload it with burning. The drawing should not destroy, but emphasize and reveal the natural beauty of the tree.
The invention of the electric burner made pyrography one of the simplest and most accessible methods of artistic processing of wooden products.
2. Electric burner device
(demonstration).
The working part of the electric burner is a feather - a bent wire heated by electric current. The device is connected to the electrical network and the desired degree of heat is set using a switch. On a pre-drawn drawing, small dots are first placed, then lines are drawn. At the end of the line, the pen should be sharply torn off from the drawing so as not to spoil it. You need to move the pen without pressure.
4. Burning techniques
: a) scorcher's grip; b) regulation of the degree of heating of the heating needle; c) drawing dots of different sizes, thin and thick straight and curved lines of varying degrees of saturation; d) moving the heating needle (slowly, evenly, without pressure);
e) types of heating needles used for burning, method of replacing them. (demonstration).
IV . group
demonstrate products decorated with artistic cutting, show the structure of a jigsaw, characterize the process of cutting, and safety precautions when cutting.
Sawing with a jigsaw
, like wood carving, is one of the applied arts (Fig. 65, p. 95). (Ex. 17).
The cutting material used is clean, knot-free plywood with a thickness of no more than 6mm.
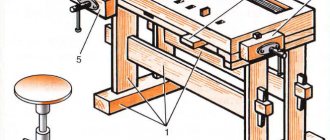
Before applying the design, the surface of the plywood is sanded on both sides with fine-grained sandpaper, or you can soak the top layers of plywood with drying oil. For cutting, jigsaws with files, a wooden machine with a screw clamp, a straight awl, a small hammer, and a file are used. To assemble individual plywood items such as shelves, table lamps, boxes, you will need a brace with drills, pliers, a chisel, a knife and some other tools.
The blade of a jigsaw file for wood has a width of 0.3 to 1.5 mm. For fine openwork work, when the direction of the cut has to be changed every 2-3 mm, it is better to choose files with narrow blades. When sawing hard wood, as well as from prolonged use, the file becomes very hot, so you should take breaks periodically.
The quality of cutting with a jigsaw depends on the ability to correctly and securely hold the cutting tool in your right hand. You should stop sawing if the saw blade deviates even a fraction of a millimeter from the pattern line.
The degree of tension of the file plays an important role. Usually the file has such a length that one end of it, under normal tension, protrudes from the upper clamping screw by 10-15mm. During operation, such a file will make a faint ringing sound. A loose file will bend at the first slight obstacle and may burst. If the saw is properly tensioned, it will ensure a correct cut. On average, 5-6 movements are made per second, the length of the cut will be from 5 to 12 mm. With smooth turns of the drawing line, the movement should be slowed down a little, and with sharp turns, stop the movement of the file altogether, but continue to move the jigsaw from top to bottom and back until the saw blade turns in the desired direction. At the same time, smoothly turn the workpiece on the machine with your left hand. It is not the jigsaw that needs to be turned along the line of the drawing, but the plywood.
Sawing technology.
Start cutting with small internal closed cuts. In these places, holes are made with a drill or awl to thread the file through. When all the closed cuts have been made, open slot sawing begins.
The workpiece is constantly pressed with the palm of the left hand against the machine, and the cutting point falls on the middle part of the triangular cutout in the board.
When many cuts have already been made on the workpiece and the plywood begins to vibrate, the cutting point is moved to a narrower part of the triangle, and with two fingers located close to the file, the details of the design are pressed against the machine. When sawing is completed, the back side of the product is sanded to remove any burrs that have formed.
The only correct position of the jigsaw is perpendicular to the plane of the workpiece.
Teacher:
Certain types of tree species are suitable for different types of artistic wood processing.
The best wood for mosaic and carving work is pine, larch, juniper, apple tree, and oak. Wood suitable for carving is cedar, cypress and thuja, birch, and pear. .Spruce, ash, elm, and walnut are most suitable for mosaic work. The best wood for carving is linden, maple, alder, beech, pear, birch, and oak. The best species for burning: linden, alder, poplar, birch, beech.
IV . Practical work “Artistic processing of wood”
Induction training:
Now each student chooses a specific piece and makes the decoration he wants, for which he chooses tools and devices. Select the appropriate safety card and card on the sequence of performing a certain type of artistic woodworking and get to work.
Current instruction:
individual assistance to students, teacher control over the completion of work, and students’ compliance with safety precautions.
Final instructions:
analysis of students' successes and mistakes, evaluation of work.
V. Homework pp. 85-98.
VI . Lesson summary, grades for the lesson.
VII.Cleaning the office.
Wood processing equipment
Obtaining high-quality raw materials for the production of final products largely depends on the correct selection of equipment. These can be machines and units for producing a special type of raw material, for example, veneer is needed to produce plywood, or maybe equipment for processing wood waste, such as sawdust, shavings or wood chips. An industrial approach to the process of procuring raw materials requires the use of different types of installations. For example, obtaining wood chips or sawdust is necessary not only for quick processing, but also for ease of transportation and storage. After all, it is much easier to chop branches, cutting boards and slabs and load the wood chips into a container or car body than to store them and then have to worry about loading illiquid goods. That is why both stationary and mobile shredding plants are used for wood processing.
Wood waste shredders
The chipper is mainly used for the primary processing of large branches, small logs and slabs. This unit is often carried out in the form of a mobile complex for work in logging and sanitary cutting of plantings in urban areas. The operation of the machine resembles the movement of a guillotine - the knife cuts the tree with great force and frequency, turning it into small firebrands, and then the crusher completes the process, crushing it into chips.
Knife crushers
This device makes it possible to immediately process wood into chips of the desired size. The working body of this shredder is a cassette of circular knives, similar to a circular wheel. The teeth of the knives bite into the wood at high speed, resulting in small chips. Such a slab crusher can use not only fresh lumber, but also wood that has already been used, including with fasteners.
Hammer crushers
Hammer crushers for wood use the impact principle of splitting fibers. Several cast steel heads are mounted on a massive disk on a movable joint - hammers. Rotating at high speed, the disk accelerates the hammers, which, when they hit the array, cause it to break into small pieces.
Furnaces
Stationary and mobile furnaces are used to produce charcoal. The operating principle of this unit is the high-temperature splitting of wood into volatile gases and carbon compounds. During the pyrolysis process, unstable compounds are burned, leaving only charcoal.
Machine tools
Most often, special sawdust production machines are used to produce fine-grained sawdust - the main raw material for cellulose and viscose. Factories use stationary machines, and for logging conditions a mobile version of such units is used.
Classification of production processes
The production system is based on production processes, the economic essence of which is the creation of added value. The deeper the degree of processing of raw materials, the higher the added value. The production process is understood as a set of labor and natural processes, as a result of the interaction of which raw materials are transformed into finished products. Production processes are classified according to many criteria, the main ones of which include:
- attitude to work: labor performed with human participation; natural;
- purpose: basic; auxiliary;
- batch size of labor items: single;
- serial: small-scale, medium-scale, large-scale; mass;
- nature of movement of objects of labor: continuous; discrete;
- stages: procurement; processing; assembly
At specialized sawmills, processing production processes with various batch sizes of labor items are implemented. Diversified sawmill and woodworking enterprises can include procurement (felling), processing (sawmilling, drying of lumber, mechanical processing of lumber, etc.), and assembly (for example, assembly of window blocks) processes.
The basis of the production process are technological processes, as a result of which the shape, size and/or properties of objects of labor change. As a result of performing an operation, for example, cutting a sawlog into lumber, its shape and dimensions change, and the operations of drying and impregnating wood are aimed at changing the properties of wood.
One of the main characteristics of the production process is the production cycle of products, the duration of which determines both labor productivity in an individual operation and the production capacity of the enterprise.
In accordance with the structure of the production process, the duration of the production cycle (Fig. 3) includes the time for performing technological operations, transporting the object of labor, monitoring its quality and storage duration. Thus, the production cycle for the production of dry edged lumber includes (if the raw materials are available in the warehouse) the time for determining the size and quality characteristics (sorting and accounting) of the sawlog, the time for transporting the sawlog to the debarking machine, the duration of debarking, the time for transporting the debarked sawlog to the log saw machine, duration of sawlog cutting into lumber, duration of transportation of lumber for further technological processing (removal of wane, trimming), time for processing lumber, duration of transportation of lumber to the sorting line (sorting area), time for transportation of lumber to the stacker and formation of a stack, loading duration lumber into the drying chamber, drying time of lumber, duration of unloading of lumber and holding it after drying, time for sorting, labeling and packaging of dry lumber. The main time spent is on drying lumber.
Analysis of the production cycle for the production of raw lumber shows that this process, based on classification characteristics, refers to simple, continuous processing processes with a low depth of raw material processing and relatively low added value.
Rice. 3. Production cycle for releasing a new product
Complex processes characterize the production of wood products, for example, window and door blocks, prefabricated wooden houses. The duration of the production cycle of complex processes is determined based on the duration of cycles of sequentially interconnected simple processes and inter-cycle breaks.
The production cycle of products is significantly lengthened for goods with a short life cycle (furniture), with frequent changes in assortment, and work on individual and small-scale orders (window and door units, furniture).
The organization of production processes is based on the following basic principles:
- technological specialization of flows of production items; straight-line movement of the production item (without return and loop-like movements), which is important to consider when placing equipment on the site, in the workshop;
- process flexibility, which allows you to produce a large range of products in one flow without additional time spent on equipment changeover;
- proportionality (multiple productivity of equipment included in one process);
- continuity (without creating buffer stocks);
- parallelism, i.e. simultaneous production of a complete set of parts based on a network process diagram;
- rhythmicity, ensuring the release of products of the same name at a certain time interval.
The main production processes of woodworking enterprises include:
Sawmill production:
- storage of raw materials;
- whip cutting;
- sawlog sorting;
- debarking of raw materials;
- sawmilling;
- processing and sorting of lumber, etc.
Plywood production:
- storage of raw materials;
- hydrothermal wood treatment;
- debarking and cutting of raw materials;
- peeling and drying of veneer;
- veneer gluing and plywood processing;
- sorting, labeling and packaging of products, etc.
Production of joinery and construction products and furniture:
- primary mechanical processing, usually cutting;
- gluing and veneering;
- secondary mechanical processing;
- assembly (packing);
- creation of protective and decorative coatings.
The main technological directions for the preparation of woodworking industries are the following:
A. Sawmill production:
- justification of the volumetric, quality and assortment output of sawlogs from the log;
- cutting optimization;
- justification of volumetric, quality and assortment output of lumber;
- cutting optimization;
- justification of wood drying regimes;
- optimization of cutting lumber into blanks;
- study of lumber variety formation;
- research into the accuracy and quality of lumber processing;
- justification of materials and parameters of protective treatment regimes for lumber (antiseptic, anti-pyretic treatment, etc.), etc.
B. Plywood production:
- justification of the quantitative and qualitative yield of veneer from the block;
- justification of the parameters of hydrothermal processing of wood, peeling, drying and gluing of veneer;
- optimization of veneer thickness sets;
- study of the properties of plywood and other veneer materials; research and justification of the formulation of adhesives and protective and decorative materials;
- research and justification of the structure of layered veneer materials;
- research into the grading of plywood and other veneer materials, etc.
B. Production of joinery and construction products:
- justification of the volume and quality output of lumber blanks;
- study of the strength and deformation of individual elements and assembly units of window and door units;
- study of processing accuracy and surface roughness of parts;
- study of thermal, noise-absorbing and other characteristics of window and door units;
- research and justification of the formulation of adhesives and protective and decorative materials;
- justification of standards for the consumption of raw materials and materials, etc.
G. Furniture production:
- research and justification of architectural and artistic solutions, ergonomic and anthropometric characteristics of furniture products;
- study of the strength characteristics of products and their individual elements;
- research into the reliability and stability of products;
- study of the mechanical properties of individual parts and assembly units of furniture products (strength of tenon joints, softness of elements, etc.);
- research and justification of the formulation of adhesives and paints and varnishes;
- study of the dimensional accuracy of individual elements, assembly units and products;
- justification of consumption rates for raw materials and materials, etc.
Use of wood waste
Implementing the idea of processing wood waste as a business project actually allows you not only to solve the problem of recycling industrial waste, but also to provide a good profit.
The simplest and most reasonable project may be the production of fuel briquettes from sawdust and shavings. The shavings can also be used to make building blocks with good thermal insulation properties. Even the procurement of raw materials for factories and workshops producing chipboard and fiberboard can also provide a good profit. Even in small enterprises, the use of modern waste processing equipment makes it possible to reduce production costs and provide additional income through the production of related products.
As you can see, the introduction of new wood processing technologies opens up additional opportunities for obtaining benefits from the production of products from waste. The prospect of this area of activity lies in the fact that the full use of wood allows us to reduce the volume of deforestation and thereby ensure the preservation of nature. In the near future, this approach will not only reduce the volume of new fellings, but also enable new forests to grow in place of industrial harvesting.
Process design procedures for production systems
The main procedures for technological design and production preparation are:
- analysis of products planned for release based on marketing and technological research;
- analysis of raw materials and supplies;
- production capacity calculations;
- analysis of standard technological processes, advanced equipment and technology, organization of work;
- determination of the sequence and content of technological operations;
- selection of equipment and its calculation;
- development of options for individual technological processes and their
- analysis;
- choosing the optimal option;
- analysis and development of process control systems;
- development of technological instructions, selection, justification and calculations
- processing modes;
- selection and calculations of tools and technological equipment;
- selection and calculations of vehicles;
- calculations of the areas of workplaces, in-shop warehouses, auxiliary departments of the workshop;
- development of a workshop plan with the location of equipment;
- determination of the professional composition of the main workers;
- calculations of operational production standards and time standards;
- calculations of consumption rates for raw materials and materials;
- calculations of the average product grade coefficient;
- calculations of consumption rates of auxiliary materials
- calculations of the required amount of electricity, steam, compressed air, fuel and water for technological needs;
- establishing criteria for assessing the quality of technological operations, semi-finished products and products;
- establishment of forms, methods and means of quality control;
- organization of control;
- development of the fundamentals of raw material accounting systems;
- analysis of the main types of defects and causes of defects, development of measures to prevent them;
- analysis of labor intensity and production costs;
- analysis of occupational safety and environment.
451