Инструменты для долбления
Для долбления используют долота и стамески (плоские и полукруглые).
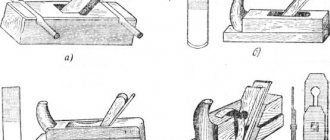
Столярное долото состоит из стального полотна, рукоятки, кольца и колпачка (рис. 1, а). Рукоятку долота изготовляют из твердолиственных пород или из ударопрочной пластмассы. Долота изготовляют длиной 315, 335 и 350 мм с шириной полотен 6…20 мм. Угол заточки фаски долота составляет 25…30°, а угол заточки боковых граней — 10°. Для выборки мелких гнезд, зачистки четвертей,пазов, шипов,проушин, снятия фасок и подгонки соединений деревянных деталей используют плоские стамески (рис. 1, б).
Рис 1 — Стандартные размеры довода и стамески
При обработке закругленных поверхностей заготовок и гнезд применяют полукруглые стамески. Длина стамесок составляет 240, 250 и 265 мм; ширина плоских стамесок — 4…50 мм, полукруглых — 4…40 мм; угол заточки — 25…30°.
Характеристики устройства
Долото – инструмент, который используют при выдалбливании пазов и гнезд в материалах разной плотности. Устройство помогает сделать нестандартные отверстия нужного диаметра и формы. Приспособление подходит для грубой работы с ударными действиями.
Внешний вид
Дизайн инструмента зависит от задач, которые будет выполнять. Несмотря на видимое отличие, у конструкций разного вида есть общие черты. Оборудование состоит из рабочей и дополнительной частей. Если первая деталь присутствует во всех моделях, то у второй существуют 2 разновидности. В ручном инструменте используют рукоять, в механизмах – хвостовик с установкой в патрон.
Рабочую часть долота изготавливают в виде пики, лопатки или чаши с острыми гранями. В буровых моделях с породой контактирует специальная головка сложной конструкции. Форма гладкой рукоятки должна комфортно сидеть в ладонях. Чтобы при ударе молотком или киянкой деталь не раскололась, сверху по периметру устанавливают сдерживающее кольцо.
Инструменты для долбления Источник wikipedia.org
Для автоматических инструментов используют хвостовики. Наконечник вставляют в патрон устройства, после чего приступают к работам. Строение и размер деталей зависит от аппарата, к которому подключают. Виды для легких перфораторов по параметрам близки к традиционному долоту. В тяжелых отбойных молотках и бурах применяют массивные элементы.
Материалы
Рабочие части инструмента делают из стали. Марка металлического сплава зависит от задач, которые будет выполнять устройство. Для промышленной эксплуатации (бурения) используют калиброванный и горячекатаный прокат. Крепкие детали получают из победитовых или никель-оловянистых вариантов.
Инструменты из металлического сплава Источник i0.wp.com
Для ручных моделей уместны углеродные инструментальные виды. У стали высокая твердость, поэтому оборудование долго держит заточку. Рукоятку долота делают из крепких пород древесины, реже – из композитов. Кольцо (оголовок) на ручку часто изготавливают из бронзы.
Размер и вес
Характеристики зависит от вида устройства. Диаметр бурового оборудования варьируется от 75 до 650 мм, при этом вес достигает 700 кг. Длина рукояти у ручных конструкций – 12-14 см, рабочей части – 11-18 см. У плотничных моделей ширина лезвия – 6, толщина – 25 мм, у столярных – 4 и 8 мм.
Как отличить от стамески
Визуально оба инструмента очень похожи, но имеют разный принцип работы. Выдалбливание стамеской осуществляют нажимом рук, долото приводят в движение при помощи удара молотка (киянки). Первое устройство по размерам более изящное и тонкое, у второго есть толстое лезвие и обжимное (оголовок) кольцо на ручке.
Различия разных инструментов Источник e-pard.com
Приемы долбления древесины
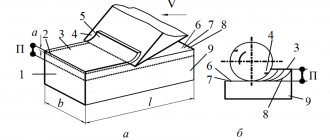
Для получения сквозного гнезда предварительно делают его разметку с двух противоположных сторон заготовки, а несквозного — с одной стороны. При сквозном долблении под заготовку подкладывают доску, чтобы не повредить крышку верстака. Приемы долбления показаны на рис. 4. Долото подбирают по ширине размеченного гнезда, ставят его вертикально возле ближней линии разметки (фаской внутрь), отступая от линии на расстояние 1 …2 мм, после этого киянкой по долоту наносят первый удар, а затем по наклоненному внутрь гнезда долоту — второй удар и срезают первую стружку. Далее повторяют то же самое и выдалбливают примерно 2/3 длины гнезда. Затем процесс долбления продолжают у противоположной линии разметки. Потом заготовку переворачивают и выполняют долбление с противоположной стороны в той же последовательности. Срезать при долблении толстую стружку нежелательно, так как в результате
Рис 2 — Долбление сидя Рис 3 — Долбление сидя Рис 4 — Последовательность долбления сквозного отверстия; 1- заготовка; 2- подкладка; 3- крышка верстака; 4- долото
этого ухудшается качество заготовки.
Делаем долбежный станок своими руками
Чтобы изготовить своими руками самодельный долбежный станок, как минимум, необходим его чертеж. Любое подобное оборудование, по сути, является вертикально-строгальным станком с ручным приводом. Все конструктивные элементы такого станка размещаются на массивном основании (350х350х20 мм), которое одновременно является и его рабочим столом.
На основании такого самодельного станка фиксируется стойка, изготовленная из стального стержня диаметром 40 мм и высотой 450–500 мм. По всей высоте стойки прорезан продольный паз, а на одном из его концов выполнена проточка, которая необходима для его соединения с фланцем. Такой фланец, который представляет собой массивную шайбу с одним центральным отверстием и тремя крепежными, расположенными по его окружности, необходим для обеспечения надежного крепления стойки к основанию. Стойка вставляется во фланец своим проточенным концом и надежно фиксируется в нем при помощи сварного соединения, а сам фланец крепится к основанию станка при помощи резьбового соединения.
Приемы резания стамеской
Рис 5 — Приёмы резания стамеской
а — зачистка подрезных мест; б — поперечная подрезка; в — подрезка вдоль боковин; г — снятие долевой фаски; д — снятие фаски с торца; в — зачистка торца
При подравнивании и зачистке поверхностей стамеску держат в обхват ладонью правой руки за конец рукоятки, а ладонью левой руки обхватывают полотно стамески. Правой рукой нажимают на торец рукоятки, в результате чего стамеска врезается в древесину и двигается вперед. Левой рукой регулируют толщину снимаемой стружки и направление резания. При этом чтобы резать было легче, режущую кромку стамески располагают под острым углом к волокнам древесины. Приемы резания стамеской показаны на рис. 5.
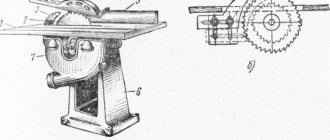
Заточка шнекового сверла и долота
Долбежные шнековые сверла, так же как и обычные шнековые сверла для ручного коловорота, затачиваются маленьким напильником, или надфилем. Четыре режущие кромки квадратного долота затачиваются одновременно с помощью специального инструмента, похожего на зенкер, но с центральным направляющим кончиком, который удерживает инструмент по центру долота. Долото затачивается посредством вращения этой точильной насадки, установленной в патроне коловорота. Для каждого долота требуется соответствующий ему точильный инструмент.
Безопасность труда
Неаккуратное обращение с долотом и стамеской и несоблюдение правил безопасности труда могут стать причиной серьезных травм. При работе долотом и стамеской запрещается резать на себя, на весу, с упором детали в грудь, с расположением детали на коленях. При резании стамеской пальцы левой руки всегда должны находиться сзади лезвия. Перед началом работы необходимо убедиться, что долота и стамески хоро¬шо и правильно заточены. Стамеску или долото можно передавать рядом работающему только рукояткой, а не лезвием вперед. На деревянных рукоятках долот и стамесок не должно быть сколов, трещин, острых углов и других дефектов, которые могут привести к травмированию кожи рук рабочего. Чтобы легче было продолбить гнездо в заготовке, надо увлажнить выбираемый участок, положив на него смоченную горя¬чей водой тряпку. После намокания верхнего слоя его без труда удаляют стамеской. Затем повторяют намачивание и выдалблива¬ют до тех пор, пока гнездо не достигнет нужного размера.
Принцип работы долбежного станка
Обработка деталей из металла на долбежном станке осуществляется за счет возвратно-поступательного движения, которое в вертикальной плоскости совершает ползун и закрепленный в нем резец. Рабочая подача заготовки осуществляется за счет движения стола, на котором она закреплена.
Долбежный станок может работать в двух основных режимах: простом и сложном. При простом режиме заготовка из металла обрабатывается в упор, и резец, перемещаясь на требуемые расстояния, создает ряд отверстий, не отличающихся своими формами и размерами. Сложный режим предполагает обработку отверстий под углом и труднодоступных поверхностей, расположенных во внутренней части заготовок. Выполнить такие операции можно только на профессиональном оборудовании. Станок, сделанный своими руками, для них не приспособлен.
Долбежные станки, сделанные своими руками, оптимально подходят для оснащения небольших производств и частных мастерских, где с их помощью можно обрабатывать заготовки из цветных и черных металлов. Для крупных производств необходимо уже профессиональное оборудование, нередко оснащенное числовым программным управлением (ЧПУ).
Долбежные резцы для соответствующих станков:
Фрезерная насадка
Фрезерная насадка включает в себя горизонтально устанавливаемую фрезерную головку для выполнения одинаковых операции. Это приспособление использует при вод другой машины — в частности, строгального или универсального станка — и устанавливается в патрон на конце ножевого блока. Патрон, аналогичный патрону электродрели, может принять головки диаметром 6 — 16 мм с двумя режущими кромками, одна из которых иногда зазубрена. Долбежный стол, на котором фиксируется заготовка, монтируется рядом с патроном.
Стол перемещается в стороны относительно неподвижно расположенного патрона, а также вперед и назад для установки глубины долбления. Стол может выставляться и по высоте, а регулировочные ограничители высоты устанавливают границы его перемещения. Таким образом регулируется длина и глубина п аза. Движение стола в стороны, а также в перед и назад управляется соответствующими рычагами.
Определение
Долото — это столярный или плотницкий инструмент, который предназначен для выдалбливания пазов, гнезд и других работ. Данный инструмент имеет вид удлиненного металлического бруса с остро заточенным рабочим концом, который укреплен в рукоятке. На конце рукоятки у долота имеется обжимное кольцо, которое предохраняет ее от возможности раскалывания от ударов молотка. Плотничные долота оборудованы вместо хвостовика конусной трубкой, в которую вставляется рукоятка, а также массивным полотном, которое слегка сужается к острому концу. Плотничные долота толще столярных.
Основные модели станков
Наиболее популярной и распространенной моделью долбежного станка по металлу является «ГД», которая представлена сериями 200 и 500. Более современным и функциональным является долбежный станок модели S315TGI, который также очень популярен у отечественных производителей. Такой станок, в отличие от более простых моделей и устройств, изготовленных своими руками, позволяет эффективно выполнять большой перечень технологических операций по металлу.
При выборе серийных долбежных станков нельзя просто ориентироваться на рекламные видео, следует учитывать ряд важных параметров. Одним из важнейших характеристик является максимальная высота заготовки, которую можно обрабатывать на станке. Значимыми параметрами такого станка по металлу также являются: мощность, размеры инструмента и возможность его регулировки, наличие продольного и поперечного хода, допустимый угол наклона и параметры скорости движения долбяка. При выборе такого станка также следует обращать внимание на его габариты и вес, влияющие на его устойчивость и удобство обслуживания, на комплектацию дополнительными устройствами, которые значительно увеличивают функциональность устройства.
Инструментарий для проведения замеров и разметки
Плотницкие работы невозможно провести качественно без тщательной разметки и соответствующих замеров. Для замеров используется следующий основной столярный инструмент: угольник (в виде перпендикулярных планок, причем на одной нанесена шкала линейки) — для проверки перпендикулярности; центроискатель (треугольник равнобедренной формы); ерунок (контроль углов 45° и 135°); малка (планки скрепленные шарниром) с установкой любого нужного угла; столярный метр; линейка; штангенциркуль; уровень или ватерпас для проверки горизонтальной или вертикальной поверхности; отвес; рулетка.
В качестве применяются: столярный циркуль с возможностью прочертить окружность до 3,5 м; рейсмус — для прочерчивания формирующих прямых, параллельных основной линии, и перенесения размеров с чертежа на деталь (рейсмус имеет вид бруска с планками, снабженными зубцами); гребенка — для формирования шипов и угловых сочленений; отволока — прочерчивание линий для обеспечения хорошего сочленения элементов.