Круглопильные станки с ручной и механизированной подачей
К
атегория:
Столярные работы
Круглопильные станки с ручной и механизированной подачей
Далее: Ребровые и торцовочные станки
Круглые дисковые пилы
Режущим инструментом на круглопильных станках является пильный диск. Пильные диски различают по профилю зубьев. Зубья бывают косоугольные с прямой, ломаной (волчий зуб) или выпуклой спинкой. Профили зубьев пильных дисков изображены на рис. 1.
Пилы, имеющие зубья с ломаной и выпуклой спинкой, как более устойчивые применяют для пиления древесины твердых пород. Для пиления мягких лиственных и хвойных пород применяют пилы, имеющие зубья с прямой спинкой.
Рис. 1. Профили зубьев пил с плоским диском: а — для продольного распиливания древесины, б — для поперечного пиления, в — бархатная пила поперечная, г — продольная
Для получения более чистого пропила, не требующего строгания, применяют особого вида круглые пилы — строгальные пилы, или, как их называют, бархатные. Зубья у них групповые, насечены гребешками. В каждой группе имеется крупный «рабочий зуб», который производит резание, и расположенные за ним от 3 до 10 мелких зубьев. Диаметр строгальных пил от 100 до 650 мм, толщина у зубчатого венца от 1,7 до 3,8 мм. Они могут быть эффективно применены во всех случаях продольного и поперечного пиления, а также пиления под углом к направлению волокон древесины хвойных и лиственных пород. Особенно чистая поверхность распила получается при выпиливании деталей из сухих пиломатериалов. Форма зубьев для продольного и поперечного пиления различная и они не разводятся.
Чтобы распиливать материал строго по прямой линии на заготовки заданной ширины, на столе станка около пильного диска имеется направляющая линейка. Линейку укрепляют на таком расстоянии от диска, которое равно заданной ширине выпиливаемых брусков или заготовок, линейка также служит боковым упором при нажиме доски во время пиления.
Круглопильные станки выпускаются промышленностью с отбалансированными пилами. В дальнейшем вследствие стачивания их, а также из-за замены в станке рабочего вала, шайб, гаек и других уравновешенность пил может быть нарушена. Поэтому пилы проверяют на параллельных горизонтальных балансировочных ножах. Установленный на ножи рабочий вал с насаженным на него пильным диском повертывают рукой вокруг оси вращения, останавливая его в различных положениях. Если вал с диском в приданном ему положении остается неподвижным, то его считают отбалансированным.
Круглопильные станки с ручной подачей
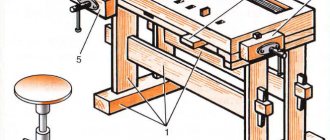
Круглопильный станок, показанный на рис. 2, служит для продольного распиливания досок и брусков. Режущим инструментом станка является пильный диск. Позади пильного диска в одной с ним плоскости к столу укрепляют расклинивающий нож для предотвращения зажима пилы распиливаемой доской.
Это станок устаревшей конструкции, но так как он еще в большом количестве используется на мелких деревообрабатывающих предприятиях, его знать надо. Имеются станки с ручной подачей новейшей конструкции Ц-5 и станки последнего выпуска Ц-6.
Универсальный круглопильный станок Ц-5 с ручной подачей предназначен для продольного и поперечного распиливания пиломатериалов. Привод пильного вала осуществляется клиноременной передачей от индивидуального электродвигателя. Для безопасности работы установлено на столе специальное ограждение пильного диска. Нижняя часть пильного диска, находящаяся под столом, закрыта кожухом, направляющим опилки к выходному отверстию. Суппорт рабочего стола станка может перемещаться в вертикальном направлении при помощи маховичка подъемного механизма. Управление станком кнопочное.
Рис. 2. Круглопильный станок для продольного пиления с ручной подачей: а — общий вид: 1 — рабочий стол, 2 — пильный диск, 3 — расклинивающий нож, 4— колпак (кожух), 5 — направляющая линейка, 6 — станина, 7 — приемник эксгаустера; б — расклинивающий нож
Рис. 3. Универсальный круглопильньш станок Ц-5: 1 — станина, 2 — кожух ограждения пильного диска, 3 — рабочий стол, 4 — прорезь в столе, 5 — верхнее ограждение пильного диска, 6 — направляющая линейка, 7 — щиток кнопочного управления, 8 — маховичок подъемного механизма
Рис. 4. Универсальный круглопильный станок Ц-6: а — общий вид; б — кинематическая схема механизма настройки: 1 — шпиндель, 2 — стол, 3 — передвижной угольник, 4 — ограждение, 5 — направляющая линейка. 6 — маховичок механизма настройки суппорта пилы по высоте; в — автоподатчик (вид со стороны выхода обрабатываемого материала)
Диаметр пилы 500 мм, число оборотов пилы в минуту 2800, наибольшая толщина распиливаемой заготовки 130 мм, наибольшая ширина распиливаемой заготовки 400 мм, скорость резания пилы 73 м/сек, число оборотов электродвигателя в минуту 3000.
Универсальный круглопильный станок Ц-6 с ручной подачей предназначен для продольного и поперечного распиливания пиломатериалов шириной до 400 мм и толщиной до 130 мм. Станок имеет пильный шпиндель, стол, по которому вручную подается. заготовка, передвижной опорный угольник для перепиливания поперек или под углом, передвигаемый по сделанному в столе пазу, параллельному пильному диску, и направляющую линейку. Пила на нужную высоту устанавливается поворотом маховичка. На столе установлено ограждение пильного диска, обеспечивающее безопасность работы. При продольном пилении универсальные станки следует оборудовать автоподатчиками, обеспечивающими механизацию подачи заготовок.
Рис. 5. Установка универсального автоподатчика УПА-3
На круглопильном станке может быть использован и универсальный автоподатчик УПА-3, выпускаемый Курганским заводом деревообрабатывающих станков. Устанавливается он так, что три ролика находятся по одну сторону диска, а три — по другую. Перекоса автоподатчика допускать нельзя, так как это может вызвать поломку зубьев пилы. Нажим подающих роликов в зависимости от ширины, твердости и длины доски регулируется специальными пружинами, ввиду чего пробук-сования не происходит.
Автоподатчик не только гарантирует рабочего от несчастного случая, закрывая опасную зону, но также облегчает труд и повышает производительность.
Направляющая линейка Нечунаева с винтовой рукояткой позволяет быстро установить подачу на любую ширину отпиливаемых брусков без остановки станка. Ее неподвижная планка 5 из полосовой стали наглухо крепится к крышке стола параллельно пильному диску. Две подвижные металлические планки шарнирно соединяются с третьей подвижной планкой из уголковой стали.
К уголку шурупами крепится деревянный брусок, который служит направляющей при продольном пилении. Если необходимо изменить заданную ширину распиливаемых брусков, направляющий брусок линейки передвигают по столу станка вращением винтовой рукоятки.
Дополнением к передвижной направляющей линейке Нечунаева служит размерная линейка с метрической шкалой. Крепится она шурупами заподлицо с плоскостью стола, строго перпендикулярно к пильному диску и направляющей линейке. Нулевое деление должно совпадать с правой гранью пропила. При помощи размерной линейки передвижение направляющей линейки намного ускоряется.
Приспособляя к столу круглопильного станка различные шаблоны, можно запиливать шипы, выбирать четверти и шпунты и снимать фаски.
Отборка четвертей на дисковой пиле показана на рис. 7. Ножи могут быть разного профиля.
Приспособление для нарезания прямых шипов и выборки проушин показано на рис. 8. Настольная подставка своей опорной частью крепится к столу станка. Угол наклона установочной плоскости к столу выбирают с таким расчетом, чтобы линия ре-за была перпендикулярна ребрам заготовки. Шипы нарезают двумя пилами, установленными на одном валу циркульной пилы, на расстоянии одна от другой, равном толщине шипа.
Проушины выбирают качающейся («пьяной») пилой. Для получения качающейся пилы пильный диск закрепляют между двумя планшайбами наискось к оси вала. Угол наклона пилы к валу принимают таким, чтобы за один оборот пильного диска проушина выбиралась полностью. Приспособление рассчитано на обработку в детали не более двух шипов или двух проушин. Применяется оно также для запиливания шипов в ящиках и оконных переплетах.
Рис. 6. Направляющая линейка Нечунаева с винтовой рукояткой: 1 — винтовая рукоятка, 2 и 3 — подвижные планки, 4 — направляющий брусок, 5 — неподвижная планка
Шипы и проушины на дисковой пиле запиливают с помощью шаблонов.
Рис. 7. Выпиливание на дисковой пиле четвертей: а — первая операция, б — вторая операция, в — общий вид приспособления; 1 — подкладка, регулирующая глубину пропила по малой стороне четверти, 2 — направляющая линейка с углублением в нижней части, 3 — обрабатываемый брусок
Рис. 8. Приспособление для нарезания прямых шипов и выборки проушин: 1 — заготовка, 2 — обработанная деталь, 3 — опорный брусок, 4 — направляющие бруски, 5 — настольная подставка, 6 — прорезь для пилы
Для выборки на дисковой пиле шпунта применяют шаблон, которой состоит из доски с прорезью для диска пилы. Доска прибита гвоздями к брускам так, чтобы диск пилы выходил через прорезь на высоту, равную глубине паза. Параллельно диску пилы на расстоянии от диска, равном толщине остающейся стенки паза шпунта, прибита направляющая доска. Для более устойчивого положения направляющей доски к ней прибит брусок, скрепленный также с доской. Пропил, равный ширине паза, делают за один проход, для чего диск пилы устанавливают так, чтобы он делал «восьмерку».
Гребень на обычной циркульной пиле получается за четыре прохода.
Для массового производства строганых досок с устройством паза и гребня применяют строгальные станки СК-15 и СП-30-1 и другие, работающие со скоростью подачи 15 и 30 м/мин. При этом качество выпускаемого материала значительно выше. Кроме того, существенно сокращается расход рабочей силы на выполнение этой операции и снижается стоимость ее.
При малом количестве заготовляемых деталей или при отсутствии четырехсторонних строгальных и шипорезных станков для устройства паза и гребня, шипов и проушин используют фрезерные станки с применением соответствующего профиля ножей фрезы и приспособлений — шаблонов и кондукторов.
Рис. 9. Шаблоны для выборки шпунта и паза на циркульной пиле: а — для выборки шпунта и отборки разносторонних четвертей: 1 — направляющий брусок, 2 — диск пилы, 3 — брус; б — для изготовления паза: 1 — стол пилы, 2 — направляющий брусок, 3 — доска, 4 — диск пилы; в — для изготовления шпунта: 1 — обрабатываемый брусок, 2 — направляющая доска, 3 — стол пилы, 4 — брусок, 5 — доска, 6 — бруски
Рис. 10. Приспособление для резки бобышек: 1 — заготовка, 2 — обработанные детали, 3 — регулировочный болт, 4 — поворотный упор, 5 — ось упора, 6 — прорезь в салазках, 7— салазки, 8 — направляющие пазы
Для резки бобышек на циркульной пиле применяют специальное приспособление, представляющее собой салазки с поворотным упором для обрабатываемой заготовки. Один конец упора и корпус салазок имеют сквозные прорези, через которые проходит регулировочный болт с головкой, утопленной в корпусе салазок. Другой конец упора посажен на ось. Шарнирная связь упора с салазками позволяет устанавливать и закреплять упор под любым углом к пиле. При изготовлении бобышек упор устанавливают под углом 45°. Прижимая заготовку к упору, подают салазки к пиле и делают первый рез, затем переворачивают заготовку противоположной кромкой и делают для получения готовой бобышки второй рез. Изготовленные бобышки имеют один угол в 90° и два по 45°.
Приспособление является универсальным для косых резов и может быть использовано для получения бобышек с любыми углами и других аналогичных изделий.
Круглопильные станки с механизированной подачей
Кроме круглопильных станков с ручной подачей, имеются круглопильные станки с автоматической подачей, производительность которых во много раз выше, а качество обрабатываемых на них деталей значительно лучше.
Продольный круглопильный станок ЦА с автоматической подачей изображен на рис. 11. Станок имеет вальцово-дисковый механизм подачи материала. Подающие валики и диски вращаются от пильного вала при помощи различных передач — ременных, цепных и зубчатых. Из плоскости стола перед пилой выступает подающий рифленый валик, а сверху зубчатый диск. За пилой находится такое же устройство — валик и диск. Поверхность обода этого диска рифленая, а посередине ширины обода по всей окружности имеется валик, выполняющий роль расклинивающего ножа. Перед передним зубчатым диском подвешены тормозные упоры (упорная гребенка), которые предупреждают выбрасывание распиливаемого материала из станка и обеспечивают безопасность работы станочника. Для удаления опилок имеется эксгаустерная воронка.
Рис. 11. Продольный круглопильный станок ЦА с автоматической подачей: 1 — станина, 2— отсос, 3 — вкладыш, 4 — подающий механизм, 5 — ограждение пилы, 6 — ограждение привода, 7 — линейка, 8 — рукоятка для перемещения линейки, 9 — кнопки управления
Круглопильный станок с автоматической подачей ЦА-2 отличается от станка ЦА более закрытой формой конструкции станины. Подача материала осуществляется вальцами от трех-скоростного электродвигателя через редуктор и цепные передачи. На станке установлена когтевая завеса, предотвращающая обратный вылет заготовки, и боковое ограждение пилы. Кроме того, на станке предусмотрено торможение пильного вала.
Наибольшая толщина распиливаемого на станке материала 80 мм, наименьшая— 10 мм. Наибольшая ширина отпиливаемого материала 300 мм, а наименьшая длина 665 мм. Скорость подачи 40; 51; 77 м/мин. Наибольший диаметр пилы 450 мм. Число оборотов пилы в минуту 2800. Станок предназначен для продольной распиловки досок и брусков.
Рис. 12. Прирезной станок ЦДК-4 с гусеничной подачей: 1 — станина, 2 — стол, 3 — гусеница, 4 — пильный диск, 5 — суппорт нажимных вальцов, 6 — маховички установки по высоте пильного суппорта, 7 — маховичок установки по высоте суппорта нажимных роликов, в —кнопочная станция, 9 — упоры, предотвращающие выбрасывание заготовки и обрезков из станка, 10 — направляющая линейка
Однопильный прирезной станок ЦДК-4 с гусеничной подачей имеет пильный диск, расположенный сверху. На этом станке можно распиливать доски, планки, бруски и щиты. Материал к пильному диску подается гусеничным конвейером, обеспечивающим прямолинейность пропила. Прижимается материал к конвейеру специальными роликами, расположенными в суппорте. Положение суппорта регулируют в зависимости от толщины материала маховичком. Пила приводится во вращение от индивидуального электродвигателя. Маховичок предназначается для перемещения пильного диска по вертикали. На столе имеется линейка 10 для направления материала. Ее можно установить на ширину доски слева и справа от пилы. Станок снабжен защитным приспособлением, расположенным под конвейером, со стороны рабочего. Наибольший диаметр пилы 400 мм, число оборотов пилы в минуту 3000, скорость подачи материала 15; 22,5; 30; 45 м/мин. При скоростном пилении скорость резания может быть повышена от 50 до 100—150 м/сек. При такой повышенной скорости резания не разрешается применять тонкие пилы.
По типажу деревообрабатывающего оборудования Научно-исследовательским институтом деревообрабатывающего машиностроения (НИИдревмаш) на 1961 —1965 гг. предусмотрен серийный выпуск прирезного многопильного станка с ныряющей гусеницей модели ЦДК-5. Станок этот компактен по своим габаритам и обладает высокими скоростями резания и подачи. Ширина доски до 400 мм, скорость подачи при одной пиле 50, при трех пилах 20, а при пяти пилах 10 м/мин. Мощность 14 кет, вес 2,2 т.
Подготовка инструмента к работе
Пильный диск иногда имеет неровности в виде выпуклостей и впадин, которые легко обнаружить, если приложить к нему линейку. Чтобы выправить диск, его кладут на гладкую металлическую плиту или наковальню и тяжелым молотком сильно бьют вокруг выпуклости. От ударов металл вытягивается, и неровность исчезает. В то же время следует учитывать, что вогнутость средней части (тарельчатость) диска должна быть сохранена. Выравнивают зубья дисковой пилы и их заточку производят на заточных станках различных конструкций и на заточных полуавтоматах. После заточки пилу слегка протирают промасленной тряпкой.
Зубья пилы с плоским диском после заточки разводят. Развод зубьев пил заключается в поочередном отгибании вершин зубьев в обе стороны. Величина развода-в основном зависит от характера распиловки, породы и влажности древесины и должна быть не более половины толщины пильного диска. Разводят зубья пил как вручную разводками, так и на станках. Станок РЗП — один из станков последних современных моделей— предназначен для развода круглых пил диаметром до 1000 мм. Правильность развода проверяют специальными шаблонами и приборами. Наибольшую точность при проверке дают индикаторные приборы-разводомеры.
Зубья строгальных пил и пил, оснащенных пластинками из твердого сплава, не разводят. Они поставляются в окончательно подготовленном для работы виде с заточенными и доведенными зубьями. Перед установкой на станок с них следует лишь удалить предохранительное антикоррозийное покрытие. Пилы с плоским диском поступают от заводов-поставщиков с неразве-денными и незаточенными зубьями. В связи с этим каждую новую пилу на деревообрабатывающем предприятии необходимо заточить и развести. Особенно трудоемка подготовка пил с косой заточкой зубьев для поперечной распиловки.
Рис. 13. Установки для реставрации дисковых пил
В процессе работы пила должна иметь достаточную устойчивость. Поэтому величина осевого биения ее режущего венца допускается не более 0,5 мм, радиального — не более 0,05 мм. При правильной заточке и наладке пилы обработанные плоскости деталей получаются очень чистыми.
При реставрации круглых и рамных пил толщиной до 3 мм для насечки на них новых зубьев применяется ручной пило-штамп ПШ-3. Состоит он из чугунной станины и вала. С одной стороны в направляющих станины расположен ползун с ножницами, а с противоположной стороны — ползун, в котором крепится пуансон. Матрица пилоштампа укреплена на площадке, составляющей одно целое со станиной. Поворот эксцентрикового вала производится длинным рычагом, который укреплен неподвижно в средней части вала. Для насечки зубьев пил штамп устанавливают так, чтобы пуансон, укрепленный в ползуне, при повороте рычага вошел в отверстие матрицы, расположенной на станине. Этим достигается точное их совпадение. После проверки совпадения матрицу окончательно закрепляют в гнезде установочными винтами. Перед нажатием рычага при обрезании изношенного зуба или нарезании нового приспособления для поддержания круглых пил и регулирующий угольник устанавливают в зависимости от диаметра пил и переднего угла зубьев, а также от желаемого шага насекаемых зубьев.
Для ремонта круглых и рамных пил толщиной до 5 мм применяется также пилоштамп приводной ПШП, конструкция станка закрытая, с размещением приводного механизма внутри станины. Это придает станку жесткость и виброустойчивость и удовлетворяет требованиям техники безопасности. На пилоштампе имеется делительный механизм, обеспечивающий насечку зубьев дисковых пил в соответствии с ГОСТ 980—53 без предварительной разметки. Вращение пил производится вручную и фиксируется.
Для подачи распиливаемых брусков применяют различные толкатели. Это обеспечивает безопасность работы на Циркульных пилах.
При продольном распиливании коротких деталей на круглой пиле применяется ограждение конструкции Тореева. Основанием ограждения служат стойки из угловой стали, к которым прикреплены задняя и передняя оси.
На передней оси установлены на шарнирах правый и левый секторы с зубьями. На этой же оси крепится также рамка для ограждения задней части диска пилы.
Рис. 14. Предохранительные толкатели: а — усовершенствованный толкатель с металлическим предохранителем, б — толкатель, вмонтированный в направляющую линейку
Рис. 15. Ограждение круглых пил при продольном распиливании древесины: 1 — противовес. 2 — задняя ось, 3 — нижний угольник, 4 — рамка, 5 — соединительный сектор, 6 — левый сектор. 7 — колпак, 3 — передняя стойка, 9 — передняя ось, 10 — правый сектор, 11 — кольцо сектора, 12 — втулка рамки, 13 — ограничитель колпака
Колпак, закрывающий переднюю и верхнюю части пилы, укреплен на задней оси и уравновешен противовесом. Для устойчивости осей ограждения и крепления ограничителя колпака передняя и задняя оси соединены сектором. С подачей материала на диск пилы колпак от легкого толчка поднимается и дает возможность пройти материалу. При соприкосновении материала с пилой зубчатые секторы, размещенные в передней части пилы, препятствуют обратному выбрасыванию заготовки. Это дает возможность распиливать заготовки малой длины. Задняя часть пилы постоянно закрывается оградительной рамкой, а при распиливании ограждение автоматически полностью закрывает диск пилы. В случае заклинивания материала зубьями сектора надо слегка нажать рукой на выступающие верхние части.
Рис. 16. Организация рабочего места у продольного кругло-пильного станка
Благодаря жесткому креплению на качающейся втулке колпак при работе на станке не вибрирует и дает возможность делать ограждение сравнительно узким — до 20 мм.
Ограничитель позволяет колпаку и задней оградительной рамке подниматься только на заданную толщину распиливаемого материала.
Для поддержания длинномерных лесоматериалов при обработке на циркульных пилах применяют деревянные или металлические роликовые подставки.
Для рациональной организации рабочего места расстояние между двигателем и пильным валом необходимо уменьшить, а стол станка со стороны подсобного рабочего удлинить на 0,5—0,6 м, поместив под ним электродвигатель. Доски, идущие на раскрой, нужно положить с правой стороны. Это сократит время на перемещение их из штабеля на стол. Удлиненная панель стола, поддерживая заготовки от перевеса, уменьшает утомляемость рабочего.
Боковые поверхности пильных дисков должны быть гладкими и не иметь трещин. В круглых и ленточных пилах не допускается отсутствие двух или более зубьев, расположенных рядом. Во всех случаях круглые пилы должны быть отбалансированы.
При продольной распиловке на однопильном станке позади пилы в одной плоскости с нею устанавливается расклинивающий нож. Высота ножа над столом станка не должна быть менее высоты верхних зубьев пилы, а расстояние между заостренной частью ножа и задними зубьями пилы любого диаметра не должно превышать 10 мм. Крепление ножа должно обеспечивать быструю и легкую перестановку его при смене пилы, а также гарантировать постоянное нахождение ножа в плоскости пропила.
Независимо от применения расклинивающих ножей на станках спереди и сзади пил необходимо устанавливать предохранительные упоры.
Направляющая линейка должна легко перемещаться по столу, устанавливаться параллельно пильному диску, легко и прочно закрепляться в требуемом положении и обеспечивать такое закрепление, которое исключает возможность заклинивания распиливаемого материала.
Нижняя, нерабочая часть пил (под столом) при отсутствии эксгаустерной установки должна закрываться сплошным ограждением или двумя щитками.
Необходимо, чтобы окружная скорость зубьев пилы при продольной распиловке составляла не менее 50 м/сек.
Диаметр пил у всех станков должен быть таким, чтобы верхние зубья выступали над поверхностью обрабатываемого материала не менее чем на 50 мм.
Запрещается одновременно распиливать несколько заготовок пачкой без специального приспособления, обеспечивающего прижим их к направляющей линейке и столу.
При работе на круглопильных станках с ручной подачей щель для пилы в столе станка должна быть не более 10 мм. Распиливать материал короче 300 мм или уже 30 мм без применения специальных шаблонов запрещается. Деление на дощечки хвойных досок толщиной не более 100 мм, а лиственных не более 80 мм допускается лишь при наличии устройств, прижимающих распиливаемый материал к линейке и к столу, и при условии применения толкателя.
При работе на круглопильных станках гусеничной подачей пильный диск со стороны рабочего обязательно ограждается подвижными щитками автоматического действия, которые одновременно предотвращают выброс распиливаемого материала в сторону от пилы.
Виды станков
Электрическая стационарная циркулярная пила – это достаточно крупногабаритный распиловочный агрегат со значительными коэффициентами производительности и мощности. Они используются обычно на средних и крупных производствах и заводах для вспомогательных операций. А в домашней мастерской и небольшом производственном цеху такое оборудование может пригодиться и в качестве основного деревообрабатывающего станка. Высокая скорость вращения пильного вала этих станков обеспечивается довольно мощным мотором, что дает возможность резать даже твердый материал без перегруза.
Настольный циркулярный станок, как и многие деревообрабатывающие станки для дома можно установить на верстаке, а затем без каких-либо трудностей и сопутствующих проблем демонтировать для использования в другом месте или его хранения. Обычно вес данного оборудования не превышает 25 килограмм, что подтверждает его мобильность.
Стационарный бытовой круглопильный станок Bosch PTS 10
Как в стационарном исполнении, так и в настольном варианте есть оборудование бытового и профессионального класса. Отличия профессиональных станков помимо стоимости заключаются обычно в более качественном их исполнении, а соответственно имеют больший рабочий ресурс, в наличии некоторых дополнительных принадлежностей и так далее.
Также существуют многопильные круглопильные станки. Они обычно используются в том случае, когда необходима продольная распиловка дисковыми пилами 2-х кантных и 3-х кантных брусьев на обрезные доски и 4-х кантный брус. На многопильных циркулярных станках можно делать заготовки разных габаритов, заранее установив положение пил. Важным преимуществом многопильных круглопильных станков является достаточно высокая точность пропила. Достичь это получилось благодаря значительному увеличению прочности данного оборудования.
Станина
Является основой любого станка. Первостепенная задача – обеспечить ровное, жесткое и устойчивое снование для остальных составляющих оборудования. Как правило, выполнена из чугуна или стали. Существует два вида исполнения основания:
- Литое – используется для промышленных станков, очень тяжелое, крайне устойчивое, напольного исполнения.
- Сварное – этот тип основания применяется для легких бытовых станков, основные преимущества, это мобильность и малый размер.
- Сборная ¬– представляет собой подставку из гнутой или гофрированной стали с ребрами жесткости, также используются для небольших станков.
Назначение круглопильных станков
Круглопильный станок по дереву – оборудование, которое используется для поперечного, продольного пиления древесины, а также для ее косой распиловки. Кроме того, при наличии специальных дисков возможна работа и с другими материалами – пластик, алюминиевый профиль и т.д.
Это оборудование лучше всего подходит для обрезания досок до нужных габаритов, выведения кромок под углом 90º друг к другу, снятия фасок под разными углами и создания практически всех типов соединений материалов.
Особенности конструкции
Распиловочный станок по дереву, в принципе, инструмент довольно несложный по своей конструкции, но всё же это высокоточный инструмент, который к тому же является источником повышенной опасности, поэтому для его правильной и безопасной эксплуатации необходимо хорошо разбираться в конструктивных особенностях этого агрегата.
Итак, циркулярные пилы бывают четырёх основных видов:
- Ручные переносные отрезные станки,
- Настольные мини-циркулярки,
- Циркулярные распилочные станки среднего размера с откидной или съёмной подставкой,
- Большие промышленные стационарные циркулярные станки круглопильного типа.
Ручные переносные отрезные станки не являются стационарным оборудованием, предназначенным для использования непосредственно в руках мастера для отрезки небольших досок в основном на строительных объектах. Весит такое приспособление немного, является довольно компактным и удобным оборудованием.
Настольные мини-циркулярки также являются довольно-таки мобильным оборудованием, т. к. не имеют тяжёлой станины. Такой станок устанавливается на столешницу стола или самодельного верстака, а после использования его можно спрятать в кладовую или подсобку. Такого рода циркулярки годятся исключительно для любительского и бытового применения по причине ограниченности их функционала.
Циркулярка среднего размера со съёмной или откидной подставкой в большинстве случаев оборудована ещё и сборными ножками. Такая модель очень компактна и транспортабельна и при этом имеет большие возможности, чем предыдущий тип станков.
Большие стационарные циркулярные пилы применяются исключительно на больших и средних предприятиях. Такие станки по очевидным причинам абсолютно не транспортабельны и имеют все необходимые для профессионального применения функции.
Важно также отметить и тот факт, что циркулярные пилы бывают разные и по принципу расположения пильного диска:
- Вертикально-пильные — циркулярка, в которой рабочий круг расположен перпендикулярно рабочей поверхности станка,
- Горизонтально — пильные — циркулярки оборудованы диском, расположенным параллельно рабочей поверхности,
- Угольно-пильные — станки имеют в своей комплектации сразу два круга, которые установлены под прямым углом по отношении друг к другу.
В любом случае, независимо от типа циркулярки, в основе её конструкции лежит стандартная компоновка элементов. Она состоит из станины, на которую водружён рабочий стол с узкой продолговатой прорезью, через которую выступает часть рабочего режущего диска.
В зависимости от комплектации, циркулярка может быть оборудована рычагами управления и регулировки рабочих элементами станка, дополнительными направляющими и упорами, а также измерительными линейками, кожухами защиты и прочими элементами конструкции, предназначенными для облегчения работы и обеспечения норм техники безопасности.
Станина
Станина является основой такого агрегата, её основная задача — обеспечить ровную, устойчивую и жёсткую опору для работы оборудования. В зависимости от типа станка, его конструируют на одном из трёх основных типов станины:
- Литая — применяется для изготовления тяжёлых промышленных станков. Изготавливается методом литья металла из чугуна или тяжёлой стали. Такая станина является практически нетранспортабельной, тяжёлой и громоздкой, поэтому абсолютно не годиться не только для любительского использования, но и мало подходит даже для предприятий малых и средних размеров. Устанавливают такого рода станину на очень прочное покрытие из бетона и железа.
- Сварная — изготавливается из толстостенной листовой стали. Вес такого основания значительно меньше чем вес литого, оно является более мобильным и применяется для создания оборудования, в основном, среднего класса, предназначенного для предприятий и цехов среднего и малого размера. Устанавливать станок на такой станине необязательно на железобетон, то основание, всё же, должно быть довольно крепким и устойчивым.
- Сборная конструкция из металлических профилей. Подобный тип основания используют при изготовлении любительского оборудования. Весит оно немного, и зачастую бывает даже сборно-разборного типа. Станок, построенный на основе такой станины, можно поставить в помещении любого типа и на каком угодно покрытии. В основном применяется на циркулярках, используемых в малых домашних мини-мастерских.
Важно также отметить и тот факт, что, независимо от типа станины, в частности, и циркулярного станка, наиболее удобным в применении является оборудование с достаточно большой по площади рабочей поверхностью, или возможностью, при необходимости, её расширения.
Рабочая поверхность
Столешница рабочей поверхности в большинстве случаев изготавливается из металл. Это может быть шлифованный чугун, сталь или алюминий. Зачастую такая поверхность дополняется вспомогательным направляющим и измерительным оборудованием, которые облегчает работу и повышает её точность и качество.
В большинстве случаев, часть рабочей поверхности непосредственно с рабочей прорезью для пилы является съёмным блоком, что необходимо для доступа к пиле для её регулировки, чистки и обслуживания.
Сама прорезь должна быть небольшого размера, для предотвращения излишнего засорения пилы и вала опилками и грязью. В случае если это условие не соблюдено, и внутрь попадает слишком много опилок, есть смысл изготовить самодельную съёмную часть из дерева или пластика, а прорезь сделать самой пилой в процессе установки. Важно при этом быть предельно внимательным и осторожным.
Диск
В зависимости от типа циркулярки и вида обрабатываемого пиломатериала, могут применяться пильные циркулярные круги различных диаметров и с разной конфигурацией зубьев.
Диаметр такого круга, может варьироваться в пределе от 140 и до 300 мм. На профессиональном оборудовании в основном используют круги с размером от 250 мм, а для любительского использования применяются круги меньшего размера. Главный фактор, который определяет размер круга, это максимальная глубина пропила обрабатываемого материала, она также зависит и от высоты выступа круга над рабочей поверхностью. В большинстве случаев высота выступа диска составляет не более 1/3 диаметра самого диска.
В большинстве моделей, представленных на рынке циркулярок, предусмотренна возможность наклона дика с углом до 45 градусов. Но в таком случае нужно быть предельно внимательным, так как в некоторых моделях для этого необходимо опустить круг до определённого уровня, или вовсе снять съёмную часть рабочей столешницы, поэтому стоит предварительно ознакомиться с инструкцией по эксплуатации такого станка.
Для увеличения ресурса работы пильного диска и выполнения более высокого по качеству пропила, нужно отрегулировать диск так, чтобы его зубья при работе выступали над пиломатериалом в среднем на уровне 7−9 мм.
Защитное оборудование
Как уже говорилось — циркулярка, является не только полезным оборудованием, но и очень опасным. Именно по этой причине практически все модели такого устройства оборудуются специальным защитным кожухом. Эта деталь призвана предотвратить опасный контакт обрабатываемого материала с частями тела работающего с ним мастера. Кожух крепится на специальном кронштейне, который позволяет регулировать высоту его посадки, или вовсе снять кожух в случае необходимости.
Защитный расклинивающий нож
В некоторых случаях обрабатываемый материал имеет скрытые невидимые дефекты и перепады прочности слоёв. Это может быть следствием природных особенностей древесины или нарушения технологии её сушки и хранения.
В подобных случаях распиливаемая доска может расколоться и заклинить вращающийся на довольно высоких оборотах диск, вследствие чего может произойти очень резкий выброс материала непосредственно на мастера. Чтобы этого не произошло, производители предусмотрели в конструкции циркулярки специальный расклинивающий элемент, который устанавливается непосредственно за диском, и не позволяет соединяться распиленным частям древесины.
Упор для продольного распиливания
Циркулярные станки по дереву используются для распиловки древесины под разными углами и в разных направлениях. Следовательно они приспособлены и для продольного роспуска брёвен на доски или брус, а также для нарезки различных древесных плит типа ДСП или ОСБ на длинные полосы.
Для того чтобы продольная распиловка была ровной и точной производители таких станков предусмотрели в их конструкции такое приспособление, как упор для продольного распила.
Упор должен надёжно и устойчиво крепиться к рабочей части станка как минимум в двух точках, при этом не выгибаться и не искривляться при работе. В конструкции этого приспособления должна быть заложена возможность регулировки расстояния от рабочего диска до упора, в идеале, между ними должен помещаться лист ДСП или другого подобного материала.
Упор для выполнения спила под углом
Это приспособления располагается перпендикулярно диску пилы, с возможностью его регулировки под разными углами в пределе от 90 до 45 градусов. Для удобства регулирования должна быть предусмотренна специальная градуированная шкала.
С помощью такого элемента возможно точно определить и отрегулировать угол поперечного отреза пиломатериала. Упор также должен быть устойчивым и надёжным и крепиться в нескольких местах.
Силовая установка и привод
Как и в любом другом электроинструменте, одним из определяющих функциональность факторов является мощность силового агрегата станка. Ведь для работы с пиломатериалом больших размеров и распиловки древесины твёрдых пород нужен довольно мощный двигатель, и надёжный привод.
В большинстве случаев циркулярки оборудуются достаточно мощными двигателями в пределе от 1200 и до 3000 Вт. Для изготовления маломощных циркулярок используют электродвигатели мощностью 1200 — 1500 Вт, а для станков среднего класса и для крупных промышленных пил применяю двигателя от 1500 Вт и выше.
Силовая установка и привод электрической циркулярной пилы состоит из электродвигателя, вала, на который устанавливается пильный диск, и привода соединения этих двух компонентов. Для маломощных ручных отрезных пил применяют редуктор с зубчатой передачей.
Технические характеристики круглопильных станков
Основные технические характеристики, на которые следует обращать внимание при выборе циркулярного деревообрабатывающего станка:
- мощность;
- глубина пропила;
- число оборотов вращения шпинделя;
- размер рабочего стола;
- станина (сталь, чугун, штампованный лист);
- наклон пилы, (90º, 45º);
- напряжение (220 В, 380 В).
Теперь разберем некоторые из них в отдельности.
Чем больше мощность, тем больший объем работы можно выполнять на циркулярном станке, также это позволяет не снижать обороты при пилении, устанавливать диски увеличенного диаметра, если таковые позволяет конструкция оборудования, кроме того повышается рабочий ресурс изделия.
Глубина пропила влияет на размер заготовки и пиление под углом.
Число оборотов вращения шпинделя – чем больше, тем выше качество и скорость пропила распиловочного станка.
От размера рабочего стола зависит какой размер заготовки можно обработать.
Немаловажной характеристикой циркулярных станков является материал станины станка. В более мощных, тяжелых и профессиональных моделях обычно используется закрытая стальная столешница, благодаря которой улучшается сбор пыли и уменьшается шум от пильного полотна и электрического мотора. На облегченные же циркулярные пилы часто устанавливаются литые чугунные станины. Утяжеленная конструкция снижает вибрацию и сохраняет настройки точными дольше, чем аналогичная со штампованными стальными крыльями.
Напряжение. Электрические двигатели более 2 л.с. обычно используют три фазы питания 380 В, менее мощные чаще всего обходятся однофазным питанием 220 В. Поэтому перед выбором оборудования необходимо уточнить сколько фаз у вас имеется в месте подключения данного станка.
Подготовка к работе
Прежде чем приступить к работе, необходимо определиться с необходимым набором инструмента и материалов, которые понадобятся в процессе работы.
Для работы будут использованы следующие инструменты:
- Циркулярная пила или можно использовать распиловочный лобзиковый станок.
- Шуруповерт.
- Шлифовальный станок.
- Болгарка (Угло-шлифовальная машинка).
- Электролобзик.
- Ручной инструмент: молоток, карандаш, угольник.
В процессе работы также понадобятся следующие материалы:
- ЛДСП.
- Фанера.
- Массив сосны.
- Стальная трубка с внутренним диаметром 6-10 мм.
- Стальной стержень с наружным диаметром 6-10 мм.
- Две шайбы с увеличенной площадью и внутренним диаметром 6-10 мм.
- Саморезы.
- Столярный клей.
Конструкция упора циркулярного станка
Вся конструкция состоит из двух основных частей – продольной и поперечной (имеется в виду – относительно плоскости пильного диска). Каждая из этих частей жестко связана с другой и является сложной конструкцией, которая включает в себя набор деталей.
Основным технологическим решением данного упора является принцип заклинивания с помощью эксцентрика и плотное прижатие двух поперечных направляющих с косым торцом.
Фиксация происходит путем поворота эксцентрикового механизма.
Усилие прижатия достаточно большие, чтобы обеспечить прочность конструкции и надежно зафиксировать весь параллельный упор.
Вся конструкция не тривиальная и состоит из большого количества различных деталей, каждая из которых, имеет свое назначение и размер.
С другого ракурса.
Общий состав всех деталей выглядит следующим образом:
- Поперечная часть
- Основание поперечной части;
- Верхняя поперечная прижимная планка (с косым торцом);
- Нижняя поперечная прижимная планка (с косым торцом);
- Торцевая (фиксирующая) планка поперечной части.
- Продольная часть
- Плоскостной элемент скольжения (ЛДСП, 2шт.);
- Основание продольной части;
- Зажим
- Эксцентрик
- Рукоятка эксцентрика
Стационарное оборудование
Стационарные циркулярные станки достаточно велики. Они подходят для применения промышленными компаниями, выполняющими внушительные объемы обработки пиломатериала. Двигатель обладает большой мощностью. Чугунная станина служит долго, поскольку ее прочность выше среднего. Допустима обработка твердых пород дерева, когда надо осуществить распил глубиной 70–125 мм.
Оборудование для производства пиломатериалов
Конструкции на удлиненной станине представляют собой категорию среднего класса, дополненную удобной подставкой – практичным удлиняющим столом, на котором помещается очень легко рубанок. Такой агрегат отличается существенной мощностью, если сравнивать с бытовыми аналогами, а глубина пропила достигает 80–90 мм, то есть, рабочие без труда распиливают заготовки внушительных размеров.
Предлагаемое оборудование лучше не брать на рынках. Оно должно быть гарантированно безопасным. Имеет смысл искать профессиональные магазины, где предлагаются долго работающие модели, которых хватит на несколько лет, при интенсивном использовании.
Производители и модели установок
Принимая решение о покупке установки необходимо обращать внимание на производителей и отзывы потребителей.
Лидером на рынке деревообрабатывающего оборудования является компания Bosch. Она предлагает как промышленные станки, так и бытовой. У агрегатов такие возможности:
- лазерный блок;
- протяжка;
- регулировка глубины пропила;
- большое количество оборотов.
Один существенный недостаток установок Бош — это высокая цена.
Германская компания Metabo выпускает станки высокого качества и с большим количеством функций. Модели этой компании имеют функции удлинения стола и обрезки ДСП. Есть модели для распиловки материалов высокой прочности и больших размеров.
К модели, которая собирается в Китае, относится агрегат Hitachi. Это недорогое высококачественное оборудование для бытового применения в щадящем режиме. Мощность двигателя — 1600 Вт, его глубина пропила — 73 мм, а частота вращения — 4800 об/мин.
Японская фирма Makita изготавливает свыше двадцати модификаций агрегатов. Циркулярный станок Макита предназначен для высокоточных работ. Благодаря функции торможения электрического двигателя, безопасность применения агрегата возрастает. К достоинствам этой модели можно отнести передвижную складную станину, увеличение рабочей поверхности путём выдвижения её назад и право.
Какие брать диски
Пильный диск – важнейшая часть циркулярки, рабочий орган, ради которого она и делается. К нему же привязывается и вся конструкция станка, так что нужно заранее определиться, какие диски будем использовать в работе, и как выбрать нужный заочно (онлайн) по обозначениям на нем или в описании..
Типы и системы обозначений пильных дисков
Наиболее распространены 2 системы обозначений. По первой (п. А поз. 1 на рис.) последовательно обозначаются:
- диаметр диска по вершинам зубьев, мм;
- ширина реза, мм;
- диаметр установочного (посадочного) отверстия, мм. Типовой (по умолчанию) допуск +0,05 мм не указывается;
- нетиповой допуск на посадку (возможно);
- количество зубьев;
- буквой Т или пиктограммой – наличие на зубьях твердосплавных напаек;
- частота вращения – рабочая (номинальная) просто цифрами, максимально допустимая с приставкой max.
По второй системе обязательно, цифрами через дефисы, указывается типоразмер диска: диаметр по основаниям зубьев, их количество, посадочный диаметр (допуск по умолчанию тот же). Напр., 190-36-30 в п. Б поз. 2 означают диск диаметром 190 мм (по вершинам зубьев будет 200) на 36 зубьев под посадку 30 мм. Отдельно указывается частота вращения, но здесь она максимальная по умолчанию; рабочая на 10% меньше. Остальные параметры указываются или условными обозначениями (п. В поз. 2) или текстуально. Минимальная частота вращения, при которой еще обеспечивается должное качество реза, для сертифицированных дисков со стабилизирующими прорезями (поз. 1, 2, 4, 5) на 50% ниже рабочей, а для сплошных дисков на 25% меньше.
В продаже встречаются вполне качественные «внесистемные» диски (поз. 3-5). Но во всех случаях просто «по дереву» (поз. 2-4) обозначает соответствующую ТУ деловую древесину, фанеру, ДСП, ламинат и др. достаточно качественные древесные материалы. Пилить таким диском не выдержанное сырое дерево опасно – может заклинить и разлететься. Для распиловки дикой древесины выпускаются специальные диски с обозначениями Forest (лес, поз. 5), Wildwood (дикое дерево), Timber (древесина), Log (бревно) и т.п. Диски с такими обозначениями применяются в стационарных маятниковых пилах, циркулярных пилорамах и др. оборудовании для распиловки сырой древесины.
Примечание: если собираетесь пилить циркуляркой металл, будьте внимательны – диски для стали и алюминия не взаимозаменяемы. Продаются также универсальные диски для распиловки любых материалов, но работают они грубо. Пилить «универсалами» ламинат, ЛДСП и др. ламинированные материалы нельзя – покрытие слущивается.
Наконец, в продажу поступает много пильных дисков безо всяких обозначений, поз. 6 на рис. В общем, пилят, но с ними нужно осторожнее: линейную скорость вращения такого диска лучше не давать более 40 м/с. Чтобы получить из нее скорость вращения (для расчета передачи), измеряем диаметр диска по основаниям зубьев D (в мм), и вычисляем его рабочую скорость вращения как 60(40 000/(3,1415хD)). Напр., рабочая скорость вращения «мутного» диска на 200 мм получится 3815 об/мин; лучше взять 3500.
И еще одно приспособление
А что делать, если нужно обрезать заготовку поперек или под углом? Мастерить отрезной станок? Возможно своими руками, но, для тонких заготовок (досок, паркета, ламината, дверных наличников) не обязательно.
Для таких целей существуют поперечные/угловые каретки к циркулярным пилам.
Устройство и чертежи поперечных/угловых кареток к циркулярной пиле
Если есть фрезерный стол или доступ к нему, то в столешнице (снятой со станка) выбирают продольный паз и делают к нему угловой упор (слева вверху на рис.); стрелкой показано направление подачи, а заготовка во время нее прижимается к упору. Если нет – можно сделать поперечную каретку (слева внизу и, справа, чертежи); возможно, с упором на самый востребованный фиксированный угол 45 градусов. Для поперечного отпила доску укладывают вдоль каретки; для реза под 45 градусов – с перекосом. Каретку двигают так, чтобы пильный диск прошел по прорези в ней, вот и все. Не очень хорошо, что много глубины реза теряется, но при выходе диска в 50 мм доски толщиной до 20-25 мм пилить можно. Дополнительно – видео, как сделать поперечную каретку к циркулярке: