Древесина является ценным природным материалом, который создан самой природой. Люди много столетий пользуются этим замечательным сырьем для стройки домов, создания мебели, декоративных предметов интерьера, а также применяют его в промышленных целях. По этим причинам грамотная обработка срубленного ствола представляет собой крайне важную задачу. Распиловка и строгание древесины – наиболее важные операции с деревом. В этой статье мы расскажем о том, что такое распиловка древесины и какие существуют типы пиления.
Распиловка бревна – это процесс превращения ценного природного сырья в пиломатериал. При пилении древесины различными методами можно получить различных размеров пиломатериал. Для получения качественной продукции нужно выбирать качественные, ровные бревна, не поврежденные вредителями.
Виды распила древесины
Качество конечного продукта зависит от большого числа факторов – сорта древесины и качества исходного сырья, профессионализма работников, правильной сушки. Однако есть еще один немаловажный аспект – это метод распила лесоматериалов.
Различают такие методы распила:
- тангенциальный
- радиальный
- рустикальный
- продольный
- поперечный.
Рустикальный – это распил, который выполняется под острым углом к направлению волокон. Такой метод применяется в изготовлении пиломатериала для рустикального напольного покрытия, которое можно назвать самым неоднородным и оригинальным по узору и оттенку.
В ходе тангенциального распила плоскость разреза пролегает по касательной к годичным слоям материала на определенном расстоянии от сердцевины. Поскольку волокна древесины, чаще всего, расположены в различных направлениях, то на поверхности получается естественный узор в форме причудливых «арок», «завитушек», «колец». Структура доски при таком варианте распила отличается неоднородностью, могут присутствовать древесные поры. По окончанию тангенциального распила доски отличаются повышенным коэффициентом усушки и разбухания. Также эта схема распиловки бревна дает возможность повысить коэффициент полезного выхода, что становится причиной снижения себестоимости конечного продукта.
Пиление заготовок из древесины радиальным методом осуществляется перпендикулярно годовым кольцам. Таким образом, получается однородная доска с наименьшими промежутками между годовыми слоями. При этом создается привлекательный рисунок, а также повышается прочность пиломатериала. Радиальные материалы характеризуются высокой сопротивляемостью деформации и износоустойчивость. Также такие доски имеют более низкие показатели усушки и разбухания в сравнении с пиломатериалами тангенциального распила. Поэтому готовые изделия, к примеру, паркетная доска, половая доска, блок-хаус, вагонка, практически не растрескиваются на лицевой части, а вот материалы тангенциальной распиловки подвержены таким явлениям. Клееный брус создают только из досок радиального и полурадиального распила, потому что механические и геометрические параметры находятся в прямой зависимости от сопротивления волокон. Данное сопротивление растет во время склеивания пластей с разнонаправленными годовыми кольцами под углом наклона не более 45°.
Из цельного бревна можно получить лишь 10-15% радиальных досок. Поэтому они имеют высокую стоимость. Самые лучшие показатели демонстрирует материал, имеющий угол между годичными слоями и плоскостью распила от 80 до 90 градусов.
Пиление древесины поперек волокон
Технология пиления древесины поперек волокон – это наиболее распространенный метод обработки лесоматериалов в столярном деле. Вместе с тем такое пиление можно назвать самым простым. Продольное пиление древесины требует намного больше усилий и определенных навыков.
Инструменты для поперечного распила лесоматериалов выбирают в зависимости от необходимой точности, объема работы и условий, имеющихся в каждой отдельно взятой мастерской. Можно воспользоваться:
- электрической дисковой пилой. Она делает аккуратные и быстрые пропилы. Для бытового использования отлично подойдет модель с мотором мощностью 1000 Вт и сечением диска 180 мм. Большая часть дисковых пил имеют в комплекте комбинированное лезвие, которое можно применять для реализации самых разных работ. Зубцы этого лезвия представляют что-то среднее между зубцами поперечной и продольной пил. Для долгой работы лучше взять лезвие, которое покрыто карбидом. Стоимость у него более высокая, но тупится в 10 раз дольше
- стуслом и шипорезной пилой. Они используются для чистовой обработки. Такими инструментами можно сделать наиболее точные пропилы
- циркулярной электропилой
- поперечной пилой. При покупке обратите внимание на то, что зубцы такого инструмента должны быть попеременно разведены влево и вправо от самого полотна. Они должны быть хорошо заточены и быть скошенной формы. Наиболее популярной можно назвать пилу с 10 зубьями на 25 мм полотна. При количестве зубьев 8, пила будет пилить быстрее, однако создавать грубые пропилы.
Ручное пиление
Пилением производится раскрой досок на бруски, а также оторцовка строганых деталей по длине, запиливание шипов и проушин. Инструмент для пиления — пила — представляет собой стальное полотно с насеченными по кромке резцами-зубьями. Весь ряд зубьев пилы называется зубчатым венцом.
Для ручного пиления используют столярную ножовку
– пилу с
зубьями-резцами
треугольной формы.
По направлению разрезания волокон различают поперечное, продольное и смешанное пиление. При поперечном
пилении
направление реза (пропила) перпендикулярно волокнам. При
продольном пилении
— параллельно волокнам. При
смешанном пилении
— направлено под углом к ним.
Для поперечного пиления
заготовок применяют пилы, у которых зубья имеют
прямой треугольный профиль
, а для
продольного пиления
— пилы с
наклонным профилем
зубьев.
Ручные пилы выпускают с мелкими и крупными зубьями.
У пил для поперечного
пиления острые режущие кромки вершин зубьев поочередно надрезают волокна древесины и выносят отколовшиеся частички древесины в виде опилок. У пил для
продольного
пиления выступающие вперед режущие кромки наклонных зубьев срезают волокна древесины и отрезанные частички скалываются вдоль волокон, образуя опилки. Ниже на рисунках показаны формы зубьев и схемы перерезания волокон продольными и поперечными пилами.
При пилении полотно пилы трется о стенки отделяемых частей древесины. И чтобы его не зажимало в пропиле, зубья пилы должны быть разведены
(развод зубьев), т. е. поочередно отогнуты в разные стороны. Благодаря этому пропил становится немного шире и пиление облегчается. Ниже показан вид
разводки
для разведения зубьев.
При распиливании заготовок отступают от линии разметки на 2—3 мм.
Полотно ножовки должно перемещаться под прямым углом к заготовке.
Контроль за пилением
проводится по линии разметки. Она должна оставаться слева от места пиления на заготовке.
Для более точного пиления заготовок из древесины или фанеры используют пилы с мелкими зубьями. Наклон пилы показан на рисунке.
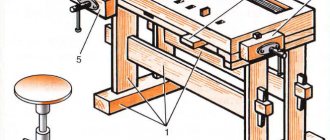
Работают ножовкой так. Размеченную заготовку кладут на доску (1) на столярном верстаке, имеющую упор (2). Левой рукой прижимают заготовку к упору, а правой делают запил. При этом ножовку прижимают к упору и делают несколько коротких плавных движений к себе. После запиливания ножовку двигают на всю ее длину, совмещая с разметочной чертой пропила.
Движениями пилы вдоль по черте делают надрез, затем брусок убирают и деталь отпиливают. В конце пиления нажим на пилу ослабляют, чтобы не скалывать волокна древесины на выходе пилы. Положение рук при пилении изображено на рисунке.
Для точной распиловки брусков и досок под углами 90°, 45°, 60° и другими применяют стусла
.
Стусло
имеет желобчатую форму. Оно состоит из дна 1, двух боковин 2, между которыми зажимается распиливаемая заготовка 3. На боковинах выполнены пропилы под нужным углом. В эти пропилы вставляют полотно пилы 4 и производят распиловку под нужным углом.
Применение стусла исключает разметку детали, повышает точность распиловки, уменьшает затраты времени на разметку детали, повышая таким образом производительность труда. Особенно эффективно применение стусла при массовом изготовлении
деталей. Стусло может выглядеть и так, как показано на фотографии.
Для удобства пиления используют также цулагу
.
Цулага
очень быстро изготавливается из листа фанеры или доски и двух брусков. Благодаря нижнему бруску её легко прижать к столешнице, а верхний служит для упора заготовки. Цулагу можно сделать с подвижным упором для отпиливания большого количества одинаковых деталей.
Приёмы пиления, используя цулагу, стусло, упоры
, показаны на рисунках.
Для распиливания разных заготовок и фигурного выпиливания используют разные пилы и ножовки. Примеры даны на рисунке.
Пиление древесины применяется для получения заготовок необходимого размера и деталей различных контуров, чтобы сократить последующую обработку резанием и строганием.
Пила для ручной работы состоит из двух основных частей: станка или рукоятки, за которую держат пилу во время работы, и зубчатого полотна пилы.
Каждый зуб пилы представляет собой резец. Зубья пилы, отогнутые попеременно в стороны, образуют так называемый развод, который облегчает движение полотна пилы, так как пропил получается шире, чем толщина полотна.
По размерам зубьев пилы подразделяют на мелкозубые (высота зуба до 3 мм), нормальные (высота зуба 4-5 мм) и крупнозубые (высота зуба — 6-8 мм).
Для точной работы применяют мелкозубые пилы, для грубой распиловки по мягкой или сырой древесине — крупнозубые.
Ручные пилы
Поперечная пила предназначается для распиловки древесины поперек волокна, ее зубьям придана форма.
Продольная пила применяется для распиловки древесины вдоль волокна. Основное ее отличие от поперечной пилы — отсутствие боковых граней на зубьях.
Пила для универсальной распиловки, применяющаяся для распиловки как в продольном, так и поперечном направлениях, отличается формой зуба.
По конструкции пилы делятся на пилы с натянутым полотном и пилы со свободным полотном.
Лучковая столярная пила относится к виду пил с натянутым полотном. Ее можно использовать для самых разнообразных работ в зависимости от ширины поставленного полотна и формы его зубьев.
Ножовки (корабельные, обушковые) имеют свободное широкое полотно с зубьями различной формы и величины. Благодаря способности удерживать направление пропила ножовки очень удобны в моделировании.
Заточка ручных пил
Работать тупой или неисправной пилой тяжело и непроизводительно, поэтому, прежде чем начать работу, необходимо привести пилу в порядок и убедиться в правильности ее заточки. Для этого удаляют тряпкой, смоченной в керосине, с поверхности пилы смолу и ржавчину, затем, если пила была погнута, ее выпрямляют. Править пилу следует киянкой на ровной металлической поверхности.
Выправленную пилу зажимают в слесарные или специальные тиски зубьями вверх и ровняют зубья по высоте и форме трехгранным личным напильником, а затем приступают к их разводке. При разводке пилы зубья по всей длине пилы разгибают поочередно в противоположные стороны.
В результате разводки зубьев пропил получается шире, чем полотно, и пила легко ходит в разрезе.
Плохо разведенная пила дает неровный пропил и уводит его в стороны.
Пилы разводят специальным инструментом — разводкой. Зубья пилы через один отгибают в одну сторону, а пропущенные зубья — в противоположную. Если нет разводки, эту работу можно выполнить отверткой.
После разводки пилу затачивают личным трехгранным или ромбовидным напильником.
Лобзики — вид небольших ручных или механических станков с натянутыми тонкими пильными полотнами, так называемыми пилками для лобзиков.
Лобзики применяются для самых тонких и ажурных работ, главным образом для выпиливания фасонных отверстий и криволинейных пропилов.
Конструкция лобзика зависит от размеров выпиливаемых деталей и от того, какой материал надо пилить. Для работы по твердому дереву, пластмассам и металлу применяют металлические лобзики с небольшим выносом. Для работы по фанере пользуются деревянным или металлическим лобзиком с большим выносом.
Полотна лобзиков известны в продаже под общим названием «пилки для металла» и «пилки для дерева». Работа лобзиком требует большой аккуратности, так как даже при небольшом перекосе лобзика пилка легко рвется.
Как правило, лобзиком работают на подставке, которую привинчивают к доске или к столу. Особенно мелкие работы по пластмассе и металлу делают, зажимая деталь в настольных тисках.
При работе в тисках пилку зажимают в направлении «зубом от ручки», при работе на подставке — «зубом к ручке».
Хорошие пилки для лобзика должны быть упругими, иметь четкие острые зубья. Пилка не должна иметь односторонних заусенцев, получающихся при изготовлении пилки, так как они вызывают неизбежное отклонение пропила в сторону. Во избежание заедания, приводящего к обрыву, пилки шире 1 мм должны иметь разводку.
Наряду с плоскими иногда применяются круглые пилки, позволяющие делать пропилы в любом направлении, не поворачивая лобзика, простым нажатием на его ручку в желаемом направлении.
Для пропиливания пазов в пластинах, например, нервюрах, успешно применяют несколько пилок, которые зажимают одновременно. Ширина пропила регулируется числом пилок.
При отсутствии пилок их можно сделать самому из расплющенной проволоки или часовой пружины шириной 1-2 мм.
Для этого заготовку нужно расправить и зажать в тиски, мелким надфилем пропилить зубья через один, затем повернуть заготовку и с другой стороны пропилить пропущенные в обратном направлении. Применяя этот способ, избегают образования односторонних заусенец по обеим сторонам, и полотно получает своеобразную разводку.
Можно изготовить пилку и другим путем. Для этого выпрямленную часовую пружину или полоску пружинной стали нужной толщины зажимают между двумя пластинами в тисках и производят насечку зубьев острым зубильцем.
Механические лобзики
Значительно облегчается и улучшается выполнение внутренних пропильных работ с помощью механических лобзиков.
Для механических лобзиков применяются пилки длиной до 200 мм с высотой зуба от 0,8 до 2 мм в зависимости от толщины разрезаемого материала. Благодаря правильному движению пилки и большому числу ходов в минуту на механических лобзиках можно пропиливать сразу несколько однотипных деталей в пакете толщиной до 30-40 мм.
По конструкции различают пружинные и рамочные механические лобзики.
Пружинный лобзик состоит из станины и кривошипно-шатунного механизма с возвратной пружиной. Простая конструкция такого станка позволяет изготовить его самостоятельно в условиях слесарной мастерской.
Рамочный лобзик состоит из подвижной рамки, на которой натянута пилка, станины стола и кривошипно-шатунного механизма, приводящего в движение рамку. Рамочный лобзик обеспечивает несколько более благоприятные условия для работы пилки, чем пружинный лобзик.
Приемы работы и приспособления для пиления
Приспособления облегчают работу, а также повышают ее точность. К их числу относятся упорные планки на столе, тиски на верстаке, клин для зажима детали на верстачной доске.
Для точной распиловки под заданным углом применяется приспособление, которое называют стуслом. Это деревянный ящик из хорошо пригнанных брусков с точными прорезями, расположенными под углами 90°, 45° и 30° к продольной оси ящика. При работе в стусле деталь зажимают струбциной или клином внутри него так, чтобы пропил проходил в нужном месте. Полотно пилы, вставленное в прорезь, при движении не имеет возможности уйти в стороны, чем и обеспечивается точный и ровный пропил.
Прежде всего следует обратить внимание на запиливание, то есть начало пропила. Важно предотвратить подпрыгивание пилы и начать пропил точно по разметке.
Надежно закреплять заготовку при пилении. Пользоваться упорами, стуслом и другими приспособлениями. Пилить только исправной, остро заточенной пилой. Не допускать перекоса пилы при пилении. Не делать резких движений пилой. Не держать левую руку близко к полотну пилы. Класть пилу на верстак зубьями от себя. Не сдувать опилки и не сметать их рукой. Пользоваться только щеткой.